目次
近年、ものづくりの現場で急速に普及が進んでいるのが「金属積層造形」です。その中でも、耐食性や強度に優れたステンレス鋼は、自動車、航空宇宙、医療、食品設備など幅広い産業で最も需要の高い材料の一つとなっています。従来の切削加工や鋳造では不可能だった複雑な内部構造や軽量化を実現できる一方で、導入にあたっては「コスト感」や「精度」「後工程の有無」など、正しく理解すべき注意点も少なくありません。本記事では、ステンレス3Dプリンター造形の基礎知識から、主要な材料特性、具体的なメリット・デメリット、そして実際の製品事例まで詳しく解説します。
金属積層造形は、AM(Additive Manufacturing:付加製造)技術の一種です。
3D-CADデータに基づいて、一層分の断面形状を金属粉末層に照射し、溶融・凝固させることで一層ずつ立体的な形状を積み重ねていきます。従来の主流である「切削加工」が、大きな金属の塊から不要な部分を削り取る「除去加工」であるのに対し、3Dプリンターは必要な場所にだけ材料を配置する「加法」の考え方に基づいています。
・粉末床溶融結合方式
レーザービームや電子ビームで金属粉末層を溶融・凝固させる方式。高い造形精度と多様な材料に対応できる。
・指向性エネルギー堆積方式
金属粉末またはワイヤーをノズルから供給し、レーザーやアークなどの熱源で溶融・凝固させる方式。大型部品や肉盛りに適している。
・バインダージェット方式
金属粉末層にバインダーと呼ばれる接着剤を噴射し、未焼結の状態で形状を造形する方式。高速で大型部品の製造に適している。
・シート積層造形方式
金属シートをレーザーなどで切断し、積層していく方式。大型部品の製造に適している。
・液滴吐出方式
溶接した金属を液滴として吐出し、積層していく方式。高速で高精度な造形が可能。
ステンレス3Dプリンター造形とは、金属粉末をレーザーなどの熱源で溶融・凝固させ、一層ずつ積み重ねて三次元形状を製造する「金属積層造形(AM)」技術の一種です 。
主にSUS316Lなどのステンレス鋼が材料として使用され、従来の切削加工では困難だった複雑な形状や内部構造を持つ部品を、金型なしで製造できる点が大きな特徴です 。
ステンレス3Dプリンターにおいて、最も汎用的に使用されているのが「SUS316L」です。オーステナイト系ステンレス鋼の一種で、クロムやニッケルに加えてモリブデンを含有しているため、一般的なステンレス鋼よりも優れた耐食性と耐熱性を誇ります。
特に「L」が示す通り、炭素含有量が低く抑えられているため、造形時の熱による粒界腐食に強いのが特徴です。そのため、高い衛生基準が求められる食品製造ラインの部品、化学プラント、医療用インプラント、さらには高級腕時計のケースといった装飾品に至るまで、多種多様な分野で採用されています。造形後の安定性も高く、初めて金属3Dプリンターを導入する際にも選ばれやすい材料です。
また、金属3Dプリンター造形において、SUS316LはSUS304の特性を網羅し機能を高めた上位互換材料として扱われます。理由は成分に含まれるモリブデンで、一般的なステンレスを上回る優れた耐食性と耐熱性を発揮するためです。また炭素含有量が低い「L」の特性により、造形時の急激な加熱・冷却に伴う粒界腐食を抑え、高品質な金属組織を維持できます。SUS304の長所を保ちつつ熱による変質を防ぎ耐久性を向上させているため、造形時の標準材料として安心して置き換えが可能です。
当社においても、高機能化や納期短縮を目的とした「オープンインペラ」や「冷却機構付きノズル」、「マニホールド」などの複雑形状部品の造形に広く用いられています。
強度や硬度を優先する場合に選ばれるのが、析出硬化系ステンレス鋼の「SUS630」です。この材料は、造形後に「時効熱処理」を施すことで、マトリックス中に微細な銅などを析出させ、硬度と強度を大幅に向上させることができます。
耐食性を維持しつつ、高い機械的性質が求められる航空宇宙産業のエンジン部品、産業用ロボットの機能パーツ、金型部品などに最適です。SUS316Lに比べると硬いため、造形後の切削仕上げ加工には相応の技術が必要ですが、過酷な環境下で使用される高強度パーツにおいては欠かせない選択肢となっています。
「SUS420J2」は、マルテンサイト系ステンレス鋼の一種で、焼き入れ処理を施すことで非常に高い硬度が得られるのが最大の特徴です。耐食性に加えて優れた耐摩耗性を発揮するため、プラスチック射出成形用の金型や、長期間の摩耗に耐える必要がある産業用機械の機能部品に最適です 。
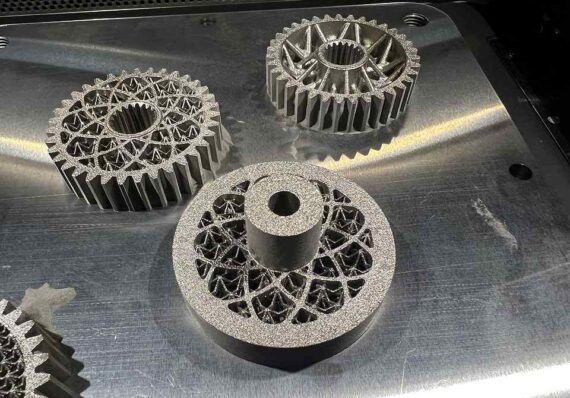
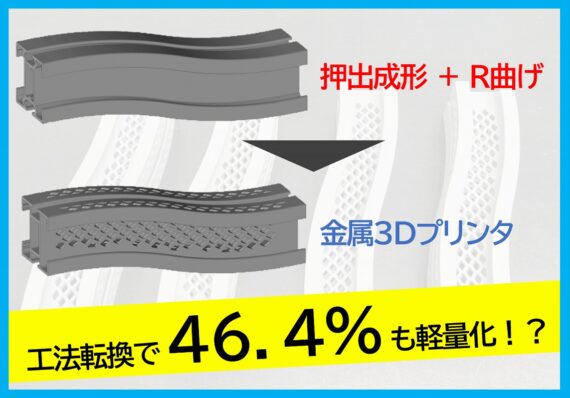
3Dプリンター最大のメリットは、従来の工法(切削や鋳造)の限界を超えた「形状の自由度」にあります。代表的な技術が「トポロジー最適化」や「ラティス構造」です。部品の強度を保ちつつ、内部を複雑な格子状にしたり無駄な肉を削ぎ落としたりすることで、材料使用量を30%〜90%削減し、劇的な軽量化を実現できます。
>>ラティス構造の詳細はこちら
>>トポロジー最適化についてはこちら
また、従来は複数のパーツを溶接やボルト締めで接合していたアッセンブリー部品を、ひとつのパーツとして「一体造形」できる点も大きな強みです。これにより、部品点数の削減、接合部からの液漏れリスクの解消、さらには組み立てコストのカットに直結します。例えば、流体通路を滑らかな曲線で設計することで、圧力損失を低減させた高性能なマニホールドなどの製作が可能になります。
従来の鋳造やプレス加工では、部品ひとつ作るのにも高額な「金型」の製作が必要であり、その設計・製作には数ヶ月の時間を要することが一般的でした。しかし、3Dプリンターはデータさえあれば直接造形できる「金型レス」の工法です。
このため、試作段階での設計変更を数日単位で行うことができ、製品開発のスピードを劇的に向上させます。また、年に数個しか必要のない保守用部品や、個人の体型に合わせた医療器具など、「多品種少量生産」においては金型費用を償却する必要がないため、トータルコストを抑えつつ迅速に市場投入できるというメリットがあります。
3Dプリンターによる造形物は、造形直後にそのまま最終製品として使用できるケースばかりではありません。金属粉末を溶かして固めるというプロセスの特性上、造形直後の表面は梨地状のザラつき(面粗度Ra 10μm以上)があります。
そのため、精密な寸法精度や美観が求められる嵌合部や摺動部、鏡面仕上げが必要な箇所については、造形後に「切削加工」「研磨」「サンドブラスト」などの後工程が必須となります。設計段階から、あらかじめ機械加工用の「削り代」を設けておくなど、後加工を含めた工期とコストの設計が不可欠です。
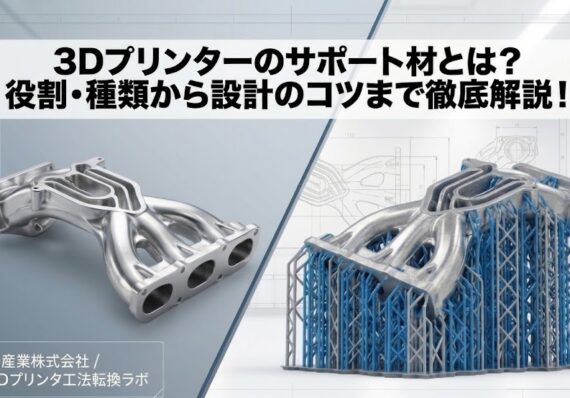
造形中、金属粉末はレーザーによって高温に加熱され、瞬時に冷却されます。この急激な温度変化(熱収縮)により、内部に「熱応力」が発生し、造形物が反ったりベースプレートから剥がれたりするリスクがあります。
これを防ぎ、オーバーハングを支えるために必要なのが「サポート材」です。樹脂3Dプリンターと異なり、金属のサポート材は本体と同じ硬い金属であるため、ニッパーなどで簡単に取り外すことはできず、除去には機械加工や手作業での丁寧な仕上げが必要です。いかにサポート材を減らす形状にするかという「DfAM(AM専用設計)」のノウハウが、品質向上とコスト削減の鍵となります。
化学・食品・薬品プラントでは、複雑な内部流路を持つマニホールドやバルブ筐体にステンレス3Dプリンターが活用されています。SUS316Lの優れた耐食性を活かしつつ、一体造形によって接続部を排除することで、漏れのリスクをゼロに近づけられます。また、流体の流れをシミュレーションに基づき最適化した「三次元流路」を形成することで、圧力損失の低減や洗浄効率の向上を実現しています。
医療分野では、患者一人ひとりのCT・MRIデータに基づいたカスタムインプラントや手術ガイドの製作に利用されています。ステンレスの生体適合性を活かしつつ、表面に「ポーラス(多孔質)構造」を設けることで、骨組織が入り込みやすく、生体本来の骨と一体化しやすいデバイスの製作が可能になっています。
極限の軽量化と高い信頼性が求められる航空宇宙分野では、エンジン周辺のブラケットや燃料ノズルにSUS630などが採用されています。従来の溶接構造を一体化することで部品単体での軽量化だけでなく、システム全体の信頼性向上と開発期間の短縮を実現しています。自動車分野においても、EV用の冷却パーツや、モータースポーツ向けの空力パーツ(リアウイングのルーパー等)などで活用が進んでいます。

こちらは金属3Dプリンタで造形したSUS316L製のノズルです。ノズルを直接冷却するための内部流路が設計されており、サポートレスで造形できるような流路設計にしています。造形後の機械加工についても当社で対応可能です。

こちらは、SUS316Lのプロペラです。お客様より、「形状的に、切削だと取り代が多くコストが高くなってしまうので3Dプリンタを検討したい」ということで、当社にご相談がありました。そこで「金属3Dプリンタ工法転換ラボ」では、機械加工レスで造形+バフ研磨で製作することをご提案しました。
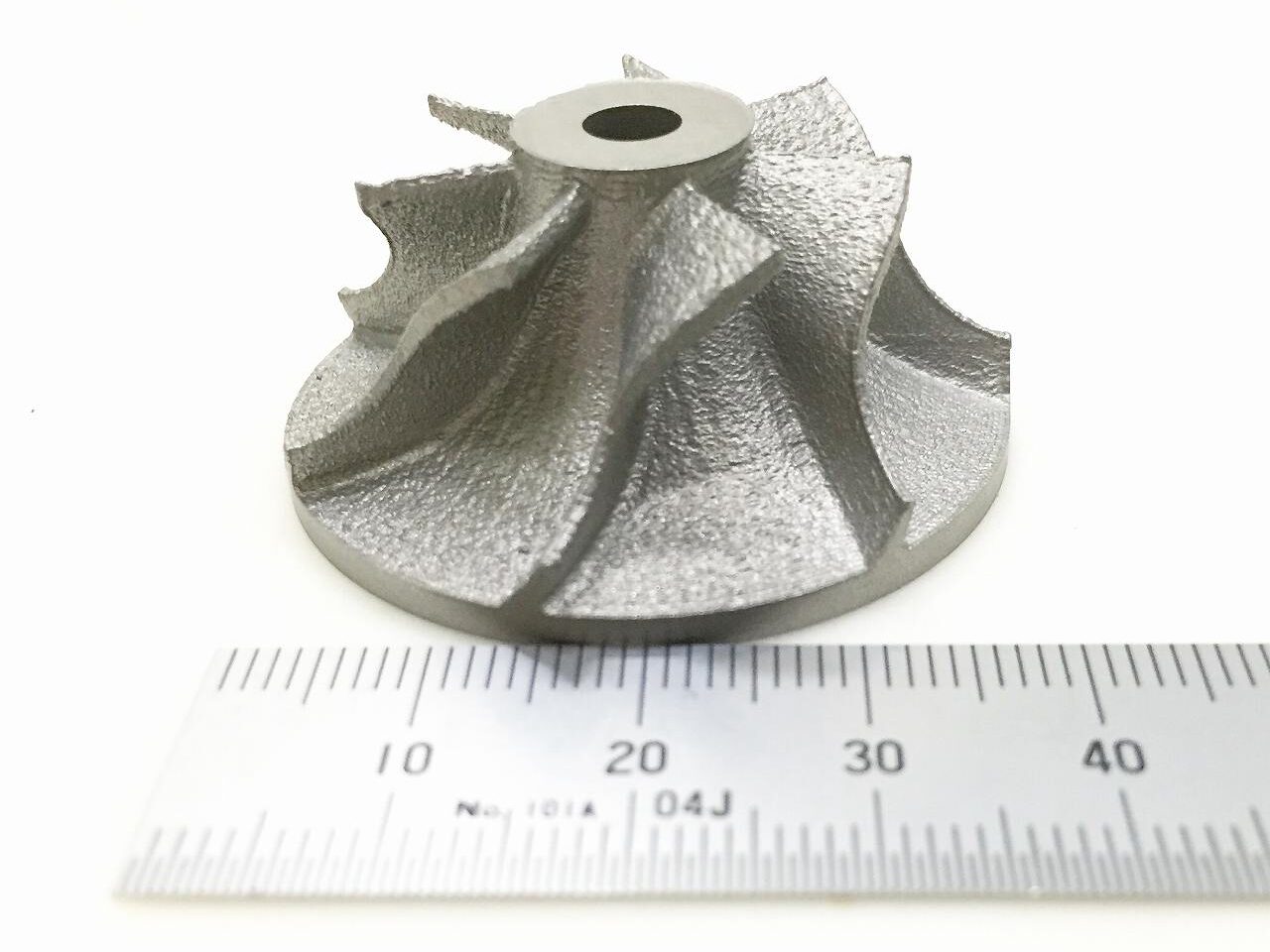
こちらは、SUS316Lのオープンインペラです。お客様より、「製品形状が複雑なので五軸で加工しているが納期・コストを改善したい」ということで、当社にご相談がありました。そこで「金属3Dプリンタ工法転換ラボ」では、金属3Dプリンタへの工法転換を提案しました。
当サイトを運営する東金属産業株式会社は、金属3Dプリンタにおいて、航空宇宙や産業機器等の幅広い業種向けに、そしてギヤ、ノズル、フレーム、インペラ等、多種多様な形状の部品向けに、累計5,000点以上の造形実績がございます。
そのため、金属3Dプリンタの強みだけでなく限界までも熟知しており、塑性加工・切削などからの工法転換により期待できる効果や起こりうる問題点、そして金属3Dプリンタが得意とする形状についてもノウハウがあるため、設計(DfAM)段階でのご提案を積極的に行っております。
既存工法のコスト・納期や形状限界にお困りの方、金属3Dプリンタへの工法転換によりどれくらい改善効果が期待できるのか知りたいという方は、お気軽にご相談ください。