目次
AlSi10Mgは、アルミニウム(Al)を主成分とし、シリコン(Si)とマグネシウム(Mg)を主要な添加元素とするアルミニウム合金の一種です。この材料は、現在、金属3Dプリンター(AM:アディティブ・マニュファクチャリング)の分野で最も一般的に使用されるアルミニウム合金として知られています。
なぜ、AlSi10Mgがこれほどまでに注目を集めているのでしょうか。その最大の理由は、優れた「造形性」と「機械的特性のバランス」にあります。もともと鋳物用合金として開発された背景があり、溶融した状態での流動性が高く、冷えて固まる際の収縮が少ないという特性を持っています。この特性は、レーザーで金属粉末を溶融・凝固させる金属3Dプリンターにおいて、欠陥の少ない緻密な造形を実現するために非常に有利に働きます。
また、アルミニウム特有の「軽量さ」を維持しながら、シリコンによる「硬度」とマグネシウムによる「強度」を兼ね備えているため、宇宙航空、自動車、産業機械など、軽量化と剛性が同時に求められる最先端分野での採用が急増しています。本記事では、エンジニアや設計者の方々に向けて、AlSi10Mgの基礎知識から具体的な活用メリットまでを詳しく解説します。
AlSi10Mgの特性を深く理解するためには、その化学組成がもたらす効果を知ることが重要です。この合金は、JIS規格における「ADC12(ダイカスト用アルミニウム合金)」に近い組成を持ちながら、より精密な制御が行われています。
AlSi10Mgは、比重が約2.68g/cm3と非常に軽く、鉄やステンレスと比較して約3分の1の重量で部品を構成できます。熱伝導率も高く(熱処理前が約110W前後で、熱処理後約170W程度です)、電気伝導性にも優れているため、ヒートシンクなどの放熱部品や電気電子部品の筐体としても優秀です。
さらに、表面に自然形成される酸化皮膜によって優れた耐食性を発揮します。これは、腐食環境下で使用される部品において、後加工なしでも一定の耐久性を確保できることを意味します。加工性の面でも、切削加工や研磨、アルマイト処理といった表面処理や塗装も可能です。
AlSi10Mgの機械的特性において特筆すべきは、製造プロセスによってその数値が大きく変化する点です。特に金属3Dプリンターで造形されたAlSi10Mgは、従来の鋳造品とは異なる独自の金属組織を持ちます。
金属3Dプリンターでは、極めて小さな領域に高エネルギーのレーザーを照射し、急速に溶融・凝固させます。この「急冷凝固」プロセスにより、結晶粒が非常に微細化し、従来の鋳造品よりも高い引張強度(約400~460 MPa)を示す傾向があります 。
さらに、従来の鋳造プロセスでは冷却・凝固の過程で内部に「巣」が発生しやすいという課題がありましたが、金属3Dプリンターでは、レーザーによる精密な溶融制御と一層ずつの確実な積層により、内部欠陥を極限まで抑えた、高密度で緻密な造形が可能です。
用途に応じて機械的性質を最適化するために、熱処理が頻繁に行われます。
(グラフ)
金属3Dプリンターの世界において、AlSi10Mgは「最も失敗の少ない、信頼性の高い材料」としての地位を確立しています。その理由は、材料学的な特性がAMプロセスに完璧にマッチしているからです。
アルミニウムは本来、レーザーの反射率が高く、酸化しやすい性質があるため、3Dプリンターでの造形が難しい部類に入ります。しかし、AlSi10Mgに含まれるシリコンが溶融池の流動性を助け、安定した連続的な積層を可能にします。これにより、造形品内部の空孔を極限まで抑え、緻密な部品を安定して製作できるのです。
AlSi10Mgの造形安定性は、設計の自由度を最大限に引き出します。
>>ラティス構造についてはこちら
>>トポロジー最適化についてはこちら
>>アルミ3Dプリンター造形に関する詳細はこちら
製品開発の現場では、「試作は3Dプリンターで行い、量産はダイカストに移行する」というフローが一般的です。この際、AlSi10Mgと一般的なダイカスト用合金(JIS規格のADC12など)の違いを理解しておく必要があります。
アルミダイカストとして自動車部品によく使用されるADC12の場合は、造形材料としても存在します。したがって、ダイカストから積層造形へ工法転換しても材料変更が必要ありません。「凝固収縮による割れにくさ」と「流動性の良さ」というダイカストに適した性質が、そのまま積層造形における「溶接性の良さ」に直結しています。
ただ、成分と物性で比較すると、ADC12は銅(Cu)を約1.5~3.5%含みますが、AlSi10Mgは銅をほとんど含みません。銅を含むADC12は硬度が高く切削性に優れますが、AMプロセスでは割れ(熱間割れ)の原因となるため、3Dプリンター用としてはAlSi10Mgが選ばれます。
機械的強度については、前述の通り3Dプリンター製のAlSi10Mgの方が、結晶微細化によりダイカスト品よりも高くなることが多いです。しかし、疲労強度や高温下での挙動には差異があるため、最終製品の仕様に合わせた評価が不可欠です。
AlSi10Mgは、その軽量・高強度・高熱伝導という多機能性から、多様な産業界でパラダイムシフトを起こしています。
人工衛星のブラケットや通信機器のハウジング、無人航空機(ドローン)のフレームなどに採用されています。宇宙空間への打ち上げコストは重量に直結するため、AlSi10Mgによる一体成形(部品集約)と軽量化は、莫大なコスト削減メリットを生み出します。
EV(電気自動車)のインバーター冷却ケースや、油圧マニホールド、エンジン部品の試作などに活用されています。特に複雑な水路を持つヒートシンクをAlSi10Mgで造形することで、冷却効率を飛躍的に向上させ、パワーユニットの小型化に貢献しています。
高速で動作するロボットアームの先端治具や、半導体製造装置の部品としても重宝されています。部品を軽量化することで慣性モーメントを低減し、動作の高速化とモーター負荷の軽減(省エネ)を実現しています。また、小ロット多品種の生産が必要な治具製造において、AlSi10Mgの3Dプリントは「必要な時に、必要な分だけ」製作できるオンデマンド生産のメリットを享受できます。

こちらは、従来の別体構造から金属3Dプリンタによる「フィン・冷却パイプの一体成形」へと工法転換したヒートシンクです。部品集約によって高機能化と工期短縮を同時に実現し、造形後の精密機械加工まで社内で一貫対応いたしました。

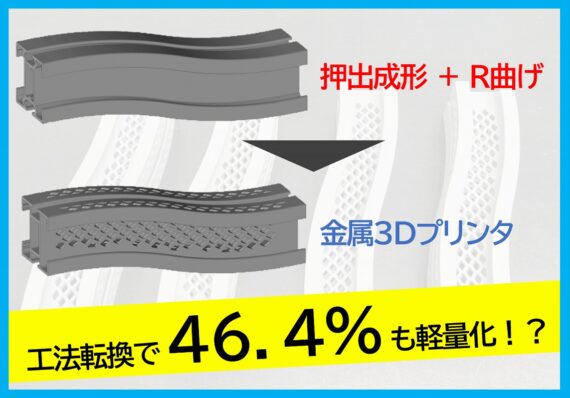
こちらは、コンベア用曲げフレームです。お客様より、「曲げ加工業者が減っており今後の部品調達が不安なため、金属3Dプリンタを利用できるか相談したい」ということで、当社にご相談がありました。
そこで「金属3Dプリンタ工法転換ラボ」では、設計段階からお客様と連携しながら金属3Dプリンタへの工法転換を実現しました。

こちらは、AlSi10Mgのナックルジョイントです。お客様より、「機能性は変えずに軽量化したい」ということで、当社にご相談がありました。そこで「金属3Dプリンタ工法転換ラボ」では、金属3Dプリンタヘの工法転換をご提案しました。
AlSi10Mgは、アルミニウム合金の持つ「軽さ」という魅力に、シリコンとマグネシウムがもたらす「造形性」と「強靭さ」を最適にブレンドした、現代のモノづくりを象徴する材料です。
特に金属3Dプリンターにおいては、標準材料としての地位を確立しており、設計者が最初に検討すべきアルミニウム素材と言えるでしょう。ただし、その性能をフルに発揮させるためには、造形後の熱処理の選択や、ダイカスト品との微細な物性差を理解した上での設計が不可欠です。
今後、金属AM技術のさらなる進化とともに、AlSi10Mgは単なる「試作用素材」の枠を超え、最終製品のパフォーマンスを決定づける「戦略的素材」として、その重要性をますます高めていくことは間違いありません。
当サイトを運営する東金属産業株式会社は、金属3Dプリンタにおいて、航空宇宙や産業機器等の幅広い業種向けに、そしてギヤ、ノズル、フレーム、インペラ等、多種多様な形状の部品向けに、累計5,000点以上の造形実績がございます。
そのため、金属3Dプリンタの強みだけでなく限界までも熟知しており、塑性加工・切削などからの工法転換により期待できる効果や起こりうる問題点、そして金属3Dプリンタが得意とする形状についてもノウハウがあるため、設計(DfAM)段階でのご提案を積極的に行っております。
既存工法のコスト・納期や形状限界にお困りの方、金属3Dプリンタへの工法転換によりどれくらい改善効果が期待できるのか知りたいという方は、お気軽にご相談ください。