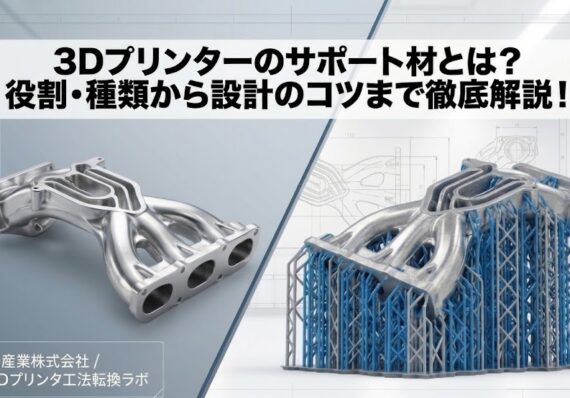
3Dプリンターのサポート材とは、造形中の製品が自重で崩れないように下から支えるための「補助要素」です。3Dプリンターは、スライスされた2次元の層を1枚ずつ積み重ねて立体を作る「積層造形(AM)」という仕組みで動いています。このプロセスにおいて、下の層に何もない「空中」に材料を吐出しようとすると、重力によって材料が垂れ下がってしまい、形を維持することができません。これを防ぐために一時的に作られる「足場」がサポート材です。

3Dプリンターでは、どんな形状でも魔法のように簡単に造形できるわけではなく、「サポート付け」や「造形姿勢決め」にルールが存在します。
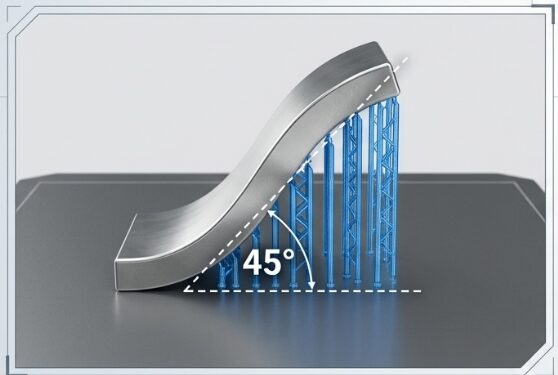
一般的に、オーバーハング角が45°を下回る(アンダーカット角度が45°以下の面)場合は、サポートを付与する必要があります。逆に言えば、造形角度が45°以上確保されていれば、サポート材なしで造形できる可能性が高くなります。 角度が浅いアンダーカット部をサポートなしで造形しようとすると、重力によって材料が垂れ下がり、以下の問題が発生するためです。
・製品が自重で崩れてしまう
・傾斜面に積層時の跡が目立ち、表面が荒れてしまう
・急な平面が現れると造形自体ができない
T字型の造形物:
そのまま造形すると横棒の部分が宙に浮いているため崩れてしまいます。左右に張り出した横棒を支えるサポート材が必要です。

Y字型の造形物:
斜めに広がる形状でも、角度が浅いオーバーハングの場合はサポート材が必要です。

ブリッジ型の造形物:
浮いている要素が橋のように掛け渡されている構造も、支えがないと崩れるためサポート材が必要になります。

内部に空洞がある中空構造や横穴を造形する際にも、3Dプリンター中空サポートのルールが存在します。
サポートを回避する形状変更
真ん丸の穴ではなく、穴の最上部の形状を変更することで、大きな穴でもサポートが不要になります。
3Dプリンターのサポート材の種類は主に樹脂と金属に分かれ、考え方も大きく異なります。
樹脂造形の場合、サポート材は手で簡単に取り外したり、ニッパーなどで切り離したりできることが多いです。また、機能性や高い精度が厳密に求められない試作品が多いため、多少のサポート痕が残っても許容される傾向にあります。そのため、無理にサポートレスを目指す必要性は比較的低いです。
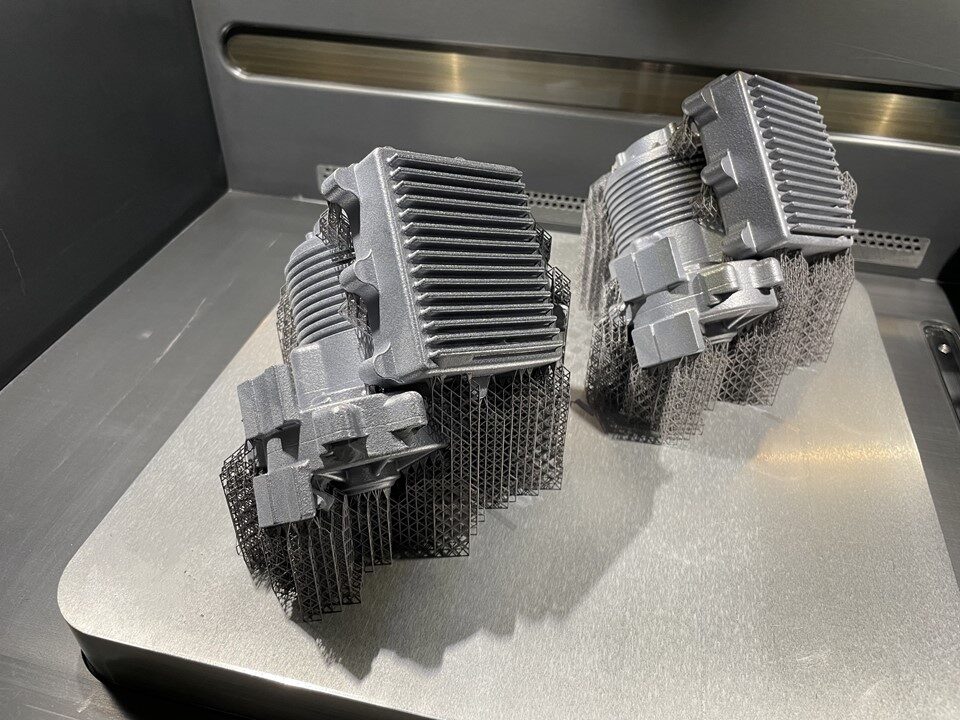
金属造形では、製品本体と「同材種」でサポートも造形されるため、取り外しが非常に困難です。ペンチ等で簡単に切り離すことはできず、ヤスリなどでの手仕上げや、機械加工による除去作業に多大な手間がかかります。 工業用途で高精度・高品質が要求されることが多く、サポート痕が残ると造形精度や品質に悪影響を及ぼします。除去のための機械加工工程が増えることは、そのままコストアップや納期の延長に直結します。そのため、サポート材を減らすための回避策が重要となります。

サポート材における樹脂と金属の比較
| 樹脂 | 金属 | |
| 材質 | 異なる素材や水溶性サポート材の使用が可能。 | 製品と全く同じ金属で、 形成・溶接される。 |
| 後処理 | 手で簡単に折れる、またはニッパーで切り離せる。 | 非常に困難。金属用ヤスリ、グラインダー、 またはCNC機械加工が必須。 |
| 造形品質への影響 | 多少のサポート痕は許容されることが多い。 | 工業要件を満たすため、厳密な寸法公差・ 面粗度が求められ、サポート痕が残ると造形精度や品質に悪影響を及ぼす。 |
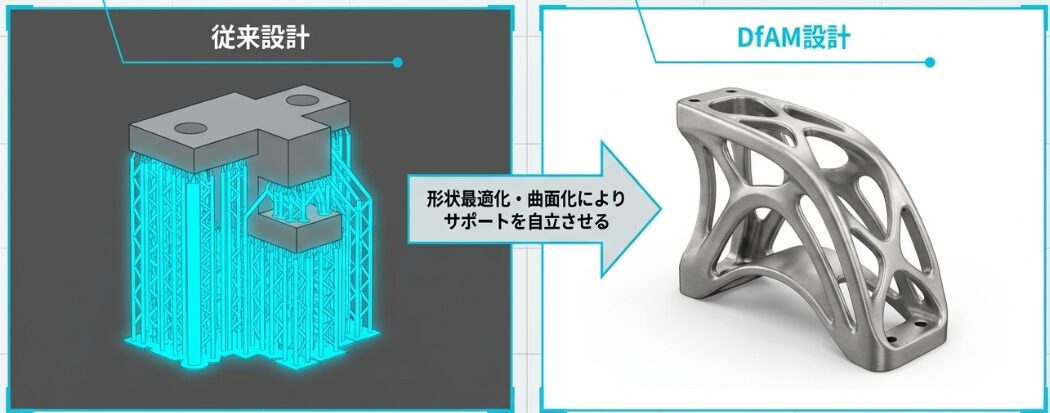
金属3Dプリンタにおいては、可能な限りサポートレスになるような形状設計や造形方向の検討を行うことが基本となります。この「3Dプリントのための設計手法」をDfAM(Design for Additive Manufacturing)と呼びます。
金属3Dプリンターでは、製品本体と「同材種(同じ金属)」でサポートも造形されるため、除去作業が非常に困難でコストや時間がかかります。そのため、設計段階で以下のような工夫を行うことが推奨されています。
このように、45°という角度を意識して造形姿勢(製品をどの向きで配置するか)を検討したり、設計自体を見直したりすることで、不要なサポート材を削減することが金属3Dプリンティングの工夫が必要です。
当サイトを運営する東金属産業株式会社は、航空宇宙・半導体分野を中心に金属3Dプリンティングの材料開発・試作・量産を行っております。
特にメーカーとの共同開発で豊富な実績があり、長年の経験によって培われたDfAMやトポロジー最適化のノウハウを駆使して工程集約、リードタイム短縮、軽量化、部品一体化など様々な付加価値を提供いたします。
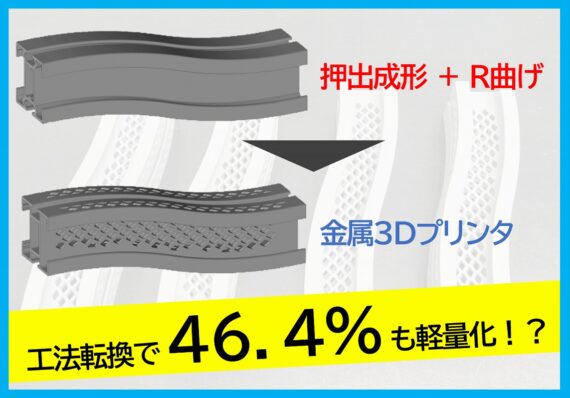
これまで5,000点以上の金属積層造形の試作・量産実績があり、その経験を活かして、切削・研削加工など従来の製造プロセスでは実現困難であった複雑形状や機能性を、金属3Dプリンティングへの工法転換によって実現することをご提案しております。
基本的には、後工程を不要とするネットシェイプ・ニアネットシェイプを目指しますが、要求される面粗度や寸法精度によって後工程が必要になることがあるため、当社では切削、溶接、組立、熱処理、仕上げまでワンストップで対応できる体制を整えております。
さらに、アルミニウム(AlSi10Mg)、ステンレス(SUS316L)、マルエージング鋼、インバーなど様々な造形材料の実績があり、チタン、インコネル、銅合金、樹脂なども協力企業と連携して対応可能です。
切削加工品の工法転換や、部品開発・試作段階における金属積層造形をご検討の際は、お気軽にお問い合わせください。