近年、工業用途において金属3Dプリンタの活用が急速に広がっていますが、樹脂3Dプリンタと異なり、造形できる部品の特性やコストなどが大きく異なります。
本記事では、試作品や玩具など幅広い分野で普及する樹脂3Dプリンタと、航空宇宙・機能部品などの工業用途で広まりつつある金属3Dプリンタについて、それぞれの造形方式、コスト、部品の強度・耐久性などの違いを徹底解説します。
3Dプリンタ(3Dプリンティング)とは、コンピュータ上の3D CADデータを基に、材料を一層一層積み重ねて(積層して)立体物を造形する装置です。
この技術は積層造形(Additive Manufacturing:AM)とも呼ばれ、従来の切削や鋳造といった加工法(除去加工や塑性加工)では難しかった複雑な形状の部品も、型を使わずに製造できる点が大きな特徴です。
3Dプリンタは、使用する材料や積層方法によって様々な造形方式があり、それぞれの方式で得意とする造形物の精度や強度、造形スピードが異なります。
樹脂3Dプリンタは、主にプラスチックなどの樹脂材料を使用して造形を行います。比較的安価な装置が多く、個人利用からプロトタイプ(試作品)製作、教育分野まで幅広く普及しています。
樹脂3Dプリンタの代表的な方式には、以下のようなものがあります。
| 方式名 | 原理 | 主な材料 | 特徴 |
|---|---|---|---|
| FDM/FFF (熱溶解積層法) | 熱で溶かしたフィラメント状の樹脂をノズルから押し出し、積み重ねる | PLA、ABS、ASA、PETGなど | 装置が安価で手軽。造形速度は比較的速いが、積層痕が目立ちやすい。 |
| SLA/DLP/LCD (光造形方式) | 液体状の光硬化性樹脂(レジン)に紫外線(UV)レーザーや光を照射し、硬化させて積み重ねる | アクリル系、エポキシ系レジン(ABSライク、PPライク、ゴムライクなど) | 高精度で表面が滑らかな造形が可能。造形後に洗浄や二次硬化が必要。 |
| SLS (粉末焼結積層造形法) | 粉末状の樹脂にレーザーを照射し、焼結(溶かして固める)させて積み重ねる | ナイロン(ポリアミドPA12など) | サポート材が不要な場合が多く、複雑形状に適し、強度も比較的高い。 |
樹脂3Dプリンタは、プロトタイプ(試作品)製作、治具、教育、玩具、医療モデルなどが主な用途で、装置・材料ともに比較的安価です。
強度や耐熱性は金属に劣りますが、柔軟性や透明性といった樹脂特有の特性を活かすことができます。方式によりますが、サポート材の除去、洗浄、二次硬化などが必要になる場合もあります。なお、サポート材の除去については、樹脂材料の種類次第ですが、手で簡単に切り離すことも可能です。
金属3Dプリンタは、金属粉末や金属ワイヤーを材料に使用し、高い強度や耐熱性が求められる最終製品や機能部品を造形します。装置が高額で、主に工業用途で利用されています。
金属3Dプリンタの代表的な方式には、以下のようなものがあります。
| 方式名 | 原理 | 主な材料 | 特徴 |
|---|---|---|---|
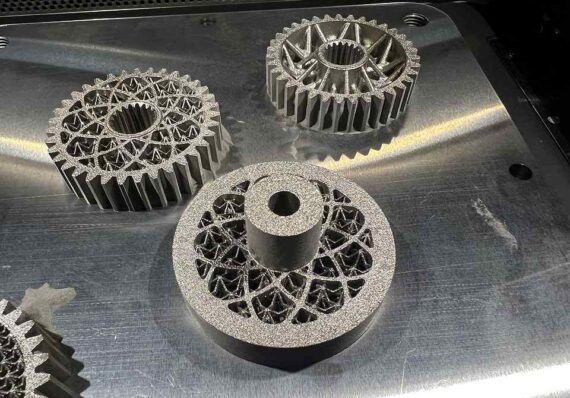
| PBF (粉末床溶融結合法) | 金属粉末を敷き詰め、レーザーや電子ビームを照射して溶融・凝固させる | ステンレス、チタン合金、アルミニウム合金、ニッケル合金など | 高精度で高密度な造形が可能。航空宇宙、医療分野で主流。造形時間が長い傾向。 |
| DED (指向性エネルギー堆積法) | ノズルから粉末またはワイヤーを噴射し、同時にレーザーやアーク熱源で溶融・積層する | ステンレス、チタン合金、ニッケル合金、工具鋼など | 大型部品の造形や、既存部品への肉盛・補修に適している。精度はPBFに劣る傾向。 |
| バインダージェット方式 | 金属粉末の層にバインダー(結合剤)を噴射して固め、後工程で脱脂・焼結する | ステンレス、工具鋼、銅など | PBF方式より高速造形が可能。造形後の焼結工程が必要。 |
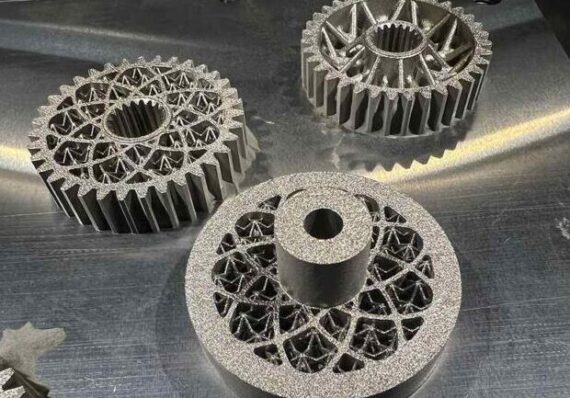
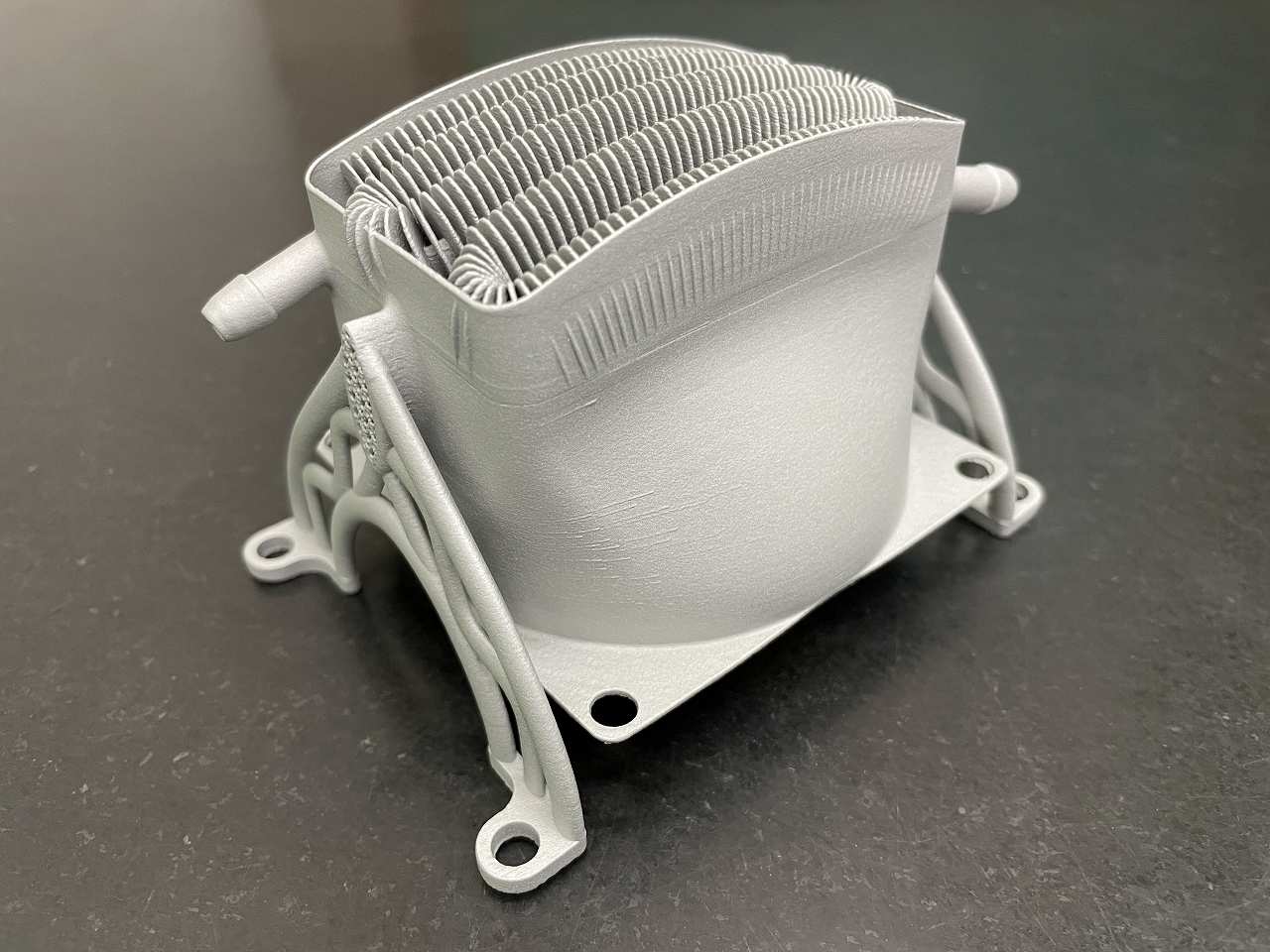
金属3Dプリンタは、前述の通り工業用途がほとんどで、航空宇宙部品、ヒートシンクなどの複雑形状部品、医療用インプラント、高強度・耐熱性が必要な治具、金型などに使用されています。装置・材料ともに比較的高額なため、補助金などを利用して導入する場合が多いです。
サポート材除去、熱処理(応力除去)、機械加工(切削・研磨)など、基本的に後工程が必要となる場合が多いです。
金属3Dプリンタは、樹脂では実現できない高強度、耐熱性、耐久性を持ち、過酷な環境に耐える機能部品・装置部品に使用できます。一方、樹脂は、機能性が求められない試作品に適しています。
樹脂3Dプリンタの造形マシンは、国内外のメーカーが増加したことで低価格化が進み、個人や中小企業にも広く普及しています。金属3Dプリンタは依然として高価格なため、航空宇宙、自動車、医療といった高度な技術や品質が求められる工業分野が主な市場です。
金属粉末は、取り扱いを誤ると粉塵爆発のリスクがあるため、不活性ガス(アルゴンガスなど)環境での造形や厳格な安全管理体制が必要ですが、樹脂3Dプリンタ(特にFDM方式など)は一般環境下での造形が可能です。
また、特に「樹脂3Dプリンタについてはよく知っていて、金属3Dプリンタでも造形したいという方」にありがちな勘違いとして、サポート材に対する認識の違いがあります。
樹脂造形の場合、サポート材があっても手で簡単に取り外せるほか、精度・品質が求められることが少ないため多少サポート痕が残っていても問題無いことが多いです。したがって、無理にサポートレス(サポート材が無く造形後の除去工程が無いこと)を目指す必要が無く、造形スピードや一バッチあたりの造形数量を重視した造形方式や設計、造形方向を選択することができます。
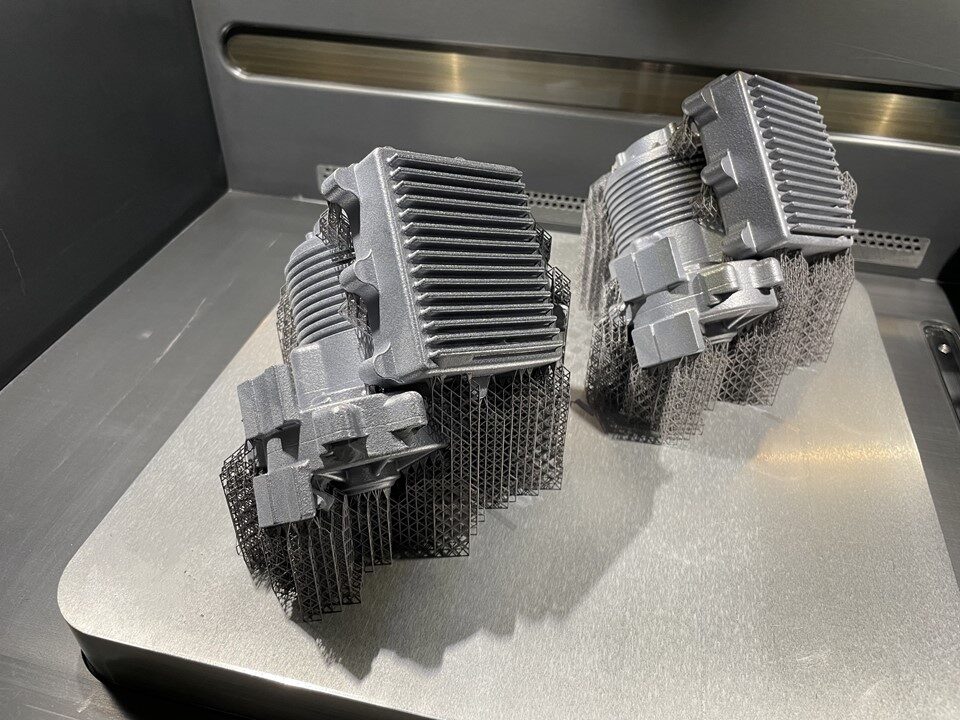
しかし、金属造形については、サポート付きかサポートレスかの違いは極めて大きいです。というのも、樹脂造形のようにサポート材を手で取り外したりニッパーなどで簡単に切り離すことはできませんし、ほとんどが工業用途で高精度・高品質が要求されるため、サポート痕はNGです。したがって、サポート材を除去する際は、機械加工を入れることになります。
3Dプリンタはニアネットシェイプ・ネットシェイプできる点が大きな特徴ではあるものの、面粗度や平面度などの幾何公差や寸法公差を出すためには後工程で機械加工を入れることが少なくありません。
最近では、造形と機械加工の複合加工機のラインナップも増えてきましたが、機械加工の工程が増えると、ただでさえ樹脂造形に比べコストが高い金属造形のコストがさらに上がる要因になります。
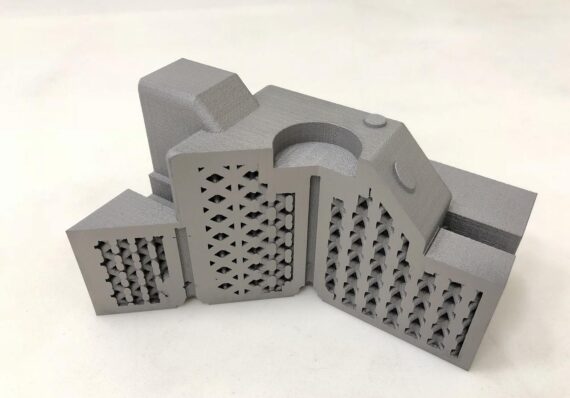
したがって、金属造形の場合は、トポロジー最適化により、可能な限りサポートレスになるような形状設計や造形方向の検討を行うことが基本となります。
その他、樹脂造形と金属造形は、似ているようで異なる部分も多いため、気になる方はぜひお問い合わせいただければと思います。
上記に記載した金属3Dプリンタと樹脂3Dプリンタの違いについては、以下の表にまとめております。
| 項目 | 樹脂3Dプリンタ | 金属3Dプリンタ |
|---|---|---|
| 材料 | 熱可塑性樹脂(PLA, ABSなど)、光硬化性樹脂(レジン) | 金属(アルミ、チタン、ステンレス、ニッケル合金など) |
| 造形品の特性 | 軽量、柔軟性、透明性など 強度・耐熱性は金属に劣る | 高強度、高耐久性、高耐熱性 |
| 主な用途 | プロトタイプ(試作品)、治具、教育、玩具 | 機能部品、医療用インプラント、航空宇宙部品 |
| 装置価格 | 比較的安価(数十万円〜) | 高額(数千万円〜数億円) |
| 造形環境 | 比較的容易、一般オフィスでも設置可能 | 温度・湿度管理、不活性ガス(PBF)、粉末安全対策が必要 |
| 後処理 | 洗浄、二次硬化、サポート除去など(方式による) | 熱処理、機械加工、脱脂・焼結など複雑な工程が必要な場合が多い |
当サイトを運営する東金属産業株式会社は、航空宇宙・半導体分野を中心に金属3Dプリンティングの材料開発・試作・量産を行っております。
特にメーカーとの共同開発で豊富な実績があり、長年の経験によって培われたDfAMやトポロジー最適化のノウハウを駆使して工程集約、リードタイム短縮、軽量化、部品一体化など様々な付加価値を提供いたします。
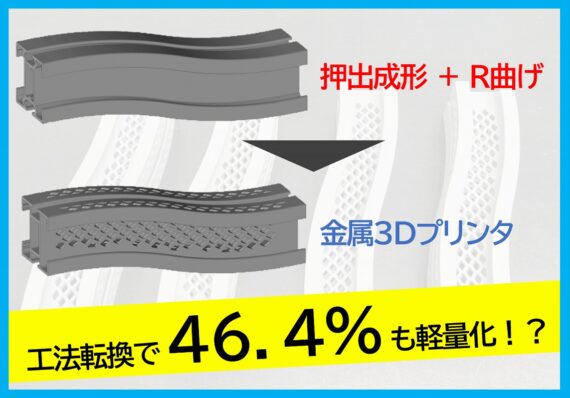
これまで5,000点以上の金属積層造形の試作・量産実績があり、その経験を活かして、切削・研削加工など従来の製造プロセスでは実現困難であった複雑形状や機能性を、金属3Dプリンティングへの工法転換によって実現することをご提案しております。
基本的には、後工程を不要とするネットシェイプ・ニアネットシェイプを目指しますが、要求される面粗度や寸法精度によって後工程が必要になることがあるため、当社では切削、溶接、組立、熱処理、仕上げまでワンストップで対応できる体制を整えております。
さらに、アルミニウム(AlSi10Mg)、ステンレス(SUS316L)、マルエージング鋼、インバーなど様々な造形材料の実績があり、チタン、インコネル、銅合金、樹脂なども協力企業と連携して対応可能です。
切削加工品の工法転換や、部品開発・試作段階における金属積層造形をご検討の際は、お気軽にお問い合わせください。