目次
金属3Dプリンターで使用される材質の中で、特に高い強度と実用性を持つ金属材料として注目を集めているのが「マルエージング鋼」です。航空宇宙分野や高度な金型製作において欠かせないこの素材は、なぜ金属3Dプリンターと相性が良いのでしょうか。
本記事では、マルエージング鋼の基礎知識から、その特異な成分、熱処理による特性の変化、そして具体的なメリットや注意点にいたるまで、エンジニアや設計者が知っておくべきポイントを網羅して解説します。
マルエージング鋼(Maraging Steel)とは、極めて高い引張強さと、破壊されにくい粘り強さである靭性をハイレベルで両立させた超強力鋼の一種です。一般的な炭素鋼は、炭素の含有量を増やすことで硬度を高めますが、硬くなればなるほど脆くなり、衝撃で割れやすくなるというトレードオフの関係があります。
一方でマルエージング鋼は、炭素をほとんど含まない「極低炭素」の組成を持ちながら、ニッケルなどの合金元素を絶妙に配合しています。これにより、組織を軟らかく靭性に富む「マルテンサイト」と呼ばれる状態にした後、熱処理を加えることで金属組織内部に微細な化合物を析出させ、劇的に硬度を高める「時効硬化(エージング)」という仕組みを利用しています。この特殊な強化メカニズムによって、一般的な工具鋼(SKD材など)では実現が難しかった「極限の硬さと割れにくさ」を同時に実現しているのです。
金属3Dプリンターによる造形は、金属粉末にレーザーや電子ビームを照射し、局所的に溶融・凝固を繰り返しながら1層ずつ積み上げていくプロセスです。これはミクロな視点で見れば、非常に高精度な溶接を連続して行っている状態と言えます。
そのため、金属3Dプリンターで割れや変形のない高品質の部品を作るには、材料自体の溶接性が極めて重要になります。一般的な高炭素の工具鋼は、急冷されることで内部に応力が溜まりやすく、造形中にクラックが発生しやすいという難点があります。しかし、マルエージング鋼は炭素含有量が極めて低いため、急速な溶融・急冷を経ても硬化による割れが発生しにくく、非常に優れた溶接性を示します。この「造形時に割れにくい」という性質こそが、マルエージング鋼が金属3Dプリンター用粉末材料として使用されている理由です。
マルエージング鋼の驚異的な機械的特性は、鉄(Fe)をベースに、厳密に管理された多くの希少元素を添加することで生み出されています。最も代表的なのが、18%もの高濃度で配合されるニッケル(Ni)です。ニッケルはベースとなる金属組織を強靭なマルテンサイト構造へと導き、低温から高温まで安定した粘り強さを与える役割を持っています。
さらに、このニッケルベースの組織に対して、コバルト(Co)とモリブデン(Mo)が添加されます。コバルトは内部組織を強化し、モリブデンは後述する熱処理の段階でニッケルと結合して微細な化合物を形成し、強度を向上させます。また、チタン(Ti)やアルミニウム(Al)もわずかに含まれており、これらが金属内部でチタン化合物などを析出させることで、結晶の滑りを固定し、鋼材に圧倒的な硬度をもたらす役割を果たしています。
マルエージング鋼は、これらの高価な添加元素が完璧なバランスで配合されて初めてその真価を発揮します。金属3Dプリンター用の粉末材料として流通しているものは、一般的に「18Ni-Maraging 300(グレード300)」などと呼ばれる規格が主流であり、成分のブレが厳しく抑えられています。
もし造形プロセスにおいて、チャンバー(造形炉)内の酸素濃度管理が不十分であると、粉末に含まれるチタンやアルミニウムなどの活性な元素が優先的に酸化してしまいます。これらの元素が酸化物となってしまうと、本来期待されている「時効硬化」のための化合物が十分に形成されなくなり、熱処理を行っても目標とする強度や硬度が得られないという事態を招きます。したがって、材料の持つ組成バランスを崩さないよう、高度に制御された不活性ガス(アルゴンや窒素)雰囲気下での造形が、最終的な製品品質を担保するために重要となります。
金属3Dプリンターによって形作られた直後のマルエージング鋼は、実はまだ本来の硬さを持っていません。造形直後は組織が軟らかく、比較的切削加工などがしやすい状態です。高硬度にするためには、造形後の熱処理が必要です。
熱処理は大きく分けて、組織の均一化を図る溶体化処理と、強度を発現させる時効処理の2段階で行われます(3Dプリント品の応力除去を兼ねて直接時効処理を行う場合もあります)。特に重要な時効処理では、およそ 480~500℃ の温度域で数時間保持します。この一定の熱を加え続ける時間によって、内部に溶け込んでいたモリブデンやチタンの微細な金属間化合物が一斉に析出し、組織の隙間を埋めるように強固に固定されます。この熱処理工程を経て初めて、マルエージング鋼は完成体となるのです。
熱処理を加えることで、マルエージング鋼の機械的特性は劇的に変化します。造形直後の状態では、硬度は概ね HRC 30〜35 程度、引張強さも 1,000 MPa 前後と、一般的な炭素鋼よりは強いものの、過酷な実環境に耐えるほどの数値ではありません。
しかし、適切な時効処理を施した後は、硬度が HRC 50〜55 以上へと急上昇し、金型としても十分に通用するレベルに達します。さらに、引っ張る力に対する強さを示す引張強さは 1,900〜2,000 MPa(約2GPa)級へと跳ね上がり、永久変形が始まる基準となる0.2%耐力も大幅に向上します。特筆すべきは、これほどまでに硬化しているにもかかわらず、急冷による焼き割れや大きな寸法歪みがほとんど起きない点です。一般的な鋼材であれば、これだけの硬度変化を起こすと体積変化による変形が深刻化しますが、マルエージング鋼は変形が極めて少ないため、精密な形状を維持したまま高強度化できるという強みを持っています。
金属3Dプリンターによるマルエージング鋼素材の造形が最も威力を発揮するのが、プラスチック射出成形などの金型製作です。
積層造形を用いれば、複雑な湾曲を持つ3次元冷却水管を金型の内部に配置することができます。これをマルエージング鋼で製作することにより、金型に求められる高い耐圧性と硬度を維持しながら、理想的な冷却ルートを確保できるようになります。結果として、成形サイクルの劇的な短縮(生産性向上)や、不均一な冷却が原因で発生するプラスチック製品の反り・歪み(ウェルドラインやヒケ)を極限まで抑えることが可能になります。
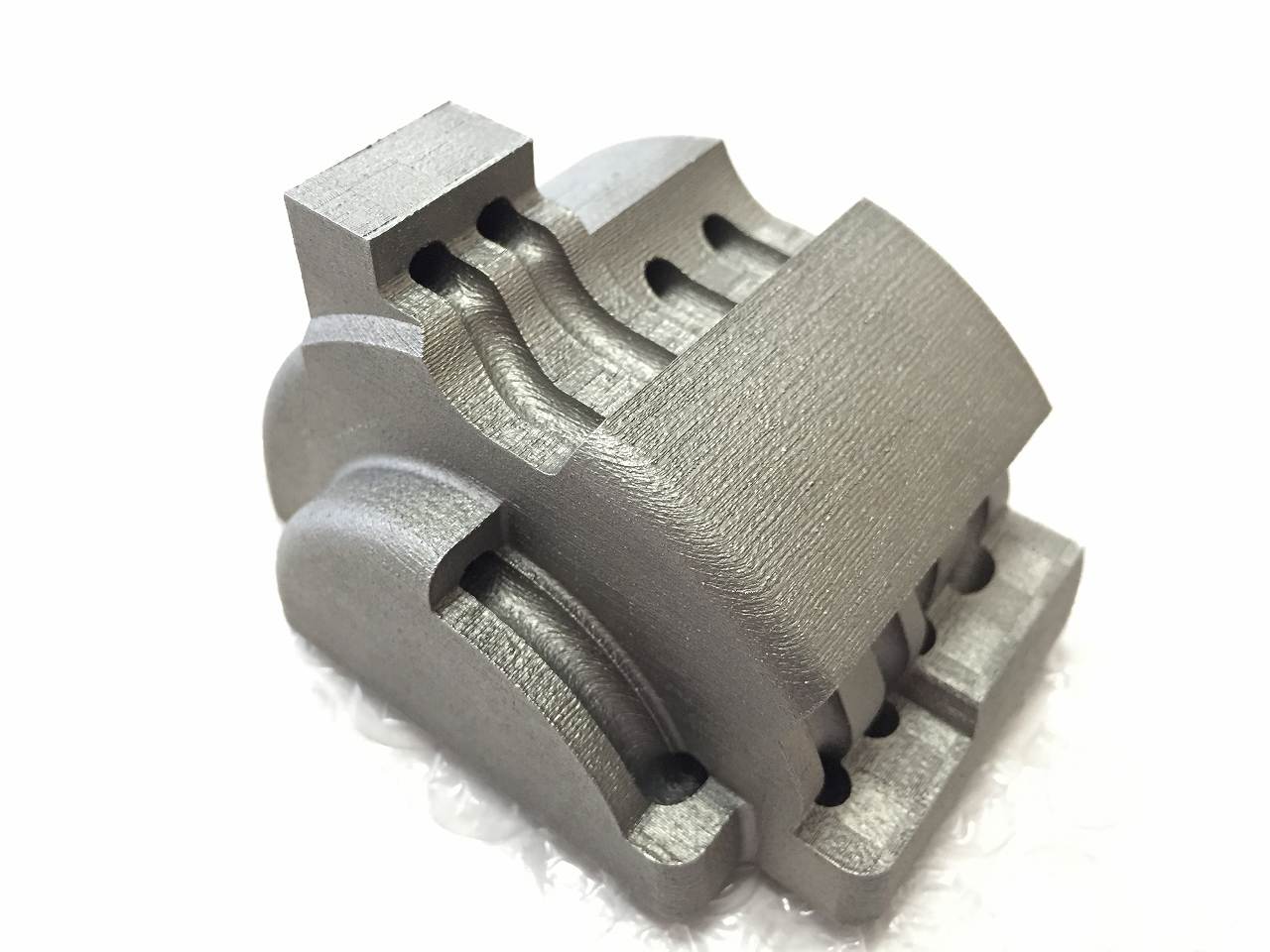
一般的に、引張強さが 2,000 MPa 級の硬い金属をブロックから削り出そうとすると、工具の摩耗が激しく、加工に膨大な時間とコストがかかります。また、アンダーカットや中空構造、薄肉のハニカム構造といった複雑なデザインは、従来の切削加工ではそもそも刃物が届かないため物理的に加工不可能です。
金属3Dプリンターであれば、どれほど複雑な内部構造であっても、粉末を積み重ねることでダイレクトに形にすることができます。肉抜きを施して軽量化された高難度の形状でありながら、材料そのものはマルエージング鋼という超高強度なスペックを持っているため、「極限まで軽くて、圧倒的に強い」という、従来の加工技術の常識を覆すコンポーネントを容易に生み出すことができるようになります。
従来の金型や高強度部品の製作では、「設計→プログラミング→粗加工→熱処理→仕上げ研磨」といった多くの工程が存在し、さらに複雑な形状の場合は複数の部品に分割して加工した後に組み立てる必要がありました。これには数週間から数ヶ月のリードタイムを要することが一般的です。
金属3Dプリンターによるマルエージング鋼の造形は、3Dデータをプリンターに投入すれば、数日から十数時間で一体物として成形が完了します。試作段階で本番環境と同じマルエージング鋼の強度特性を持ったパーツを迅速に評価できるため、設計の不具合を早期に洗い出すことができます。さらに、その試作品のデータをそのまま微調整するだけで、量産用部品や量産用金型へとスムーズに移行できるため、製品の市場投入スピードを圧倒的に早めることができます。
マルエージング鋼を導入するにあたり、最大の障壁となるのが「材料コスト」です。前述の通り、この素材にはニッケル(18%)、コバルト(9%)、モリブデン(5%)といった、世界的に供給が逼迫しやすく価格が高騰しがちなレアメタルが大量に含まれています。
このため、一般的な炭素鋼やステンレス鋼(SUS316Lなど)、アルミ合金などの3Dプリンター用粉末材料と比較して、マルエージング鋼の粉末は数倍以上の市場価格で取引されることが珍しくありません。造形に失敗した際のロスや、造形を支えるためのサポート材(製品と一緒に印刷され、後に除去される不要な部分)として消費される材料にも同様のコストがかかるため、設計段階でサポート材を減らす工夫(DfAM:積層造形のための設計)を徹底し、無駄な材料消費を抑えるコスト意識が必要不可欠となります。
金属3Dプリンターで造形された部品は、粉末を溶かして固めた直後の状態であるため、表面が砂肌のようにザラザラとした粗い状態(面粗度Raで十数ミクロン〜数十ミクロン程度)になっています。金型の転写面や摺動面あるいは精密なネジ穴などの部位には、このままの状態では到底使用できません。
そのため、造形後に必ず「加工を行う前提でプロセスを組む必要があります。幸いにも、マルエージング鋼は熱処理前であれば比較的柔らかいため、3Dプリンターから取り出した直後に、仕上げ用の取り代を狙って切削加工や穴あけ加工を行うのが効率的です。その後、時効処理を行ってカチカチに硬化させた後、最終的な寸法精度を出すために研磨や放電加工、ショットピーニングなどの表面処理を行うという、緻密な工程設計が求められます。
マルエージング鋼の最大の需要家となっているのが金型業界です。特に、高い意匠性と寸法精度が求められるスマートフォンや自動車の内外装部品向けのプラスチック射出成形金型において、3次元冷却水管を組み込んだマルエージング鋼製の入子(インサート)が数多く採用されています。
また、高温の溶融アルミを高速・高圧で注入するアルミダイカスト金型の分野でも活躍しています。ダイカスト金型は激しい熱サイクル(加熱と冷却の繰り返し)に晒されるため、一般的な工具鋼では熱疲労によるクラック(ヒートチェック)が発生しやすい環境にあります。しかし、熱衝撃に強く、靭性が高いマルエージング鋼を3Dプリンターで最適形状に造形して適用することで、金型の寿命を大幅に延ばし、メンテナンス周期を長期化させることに成功しています。
1グラムの軽量化が数千ドルのコスト削減につながると言われる航空宇宙分野において、マルエージング鋼と金属3Dプリンターのシナジーは極めて高く評価されています。ロケットのエンジン周辺部品、燃料噴射ノズル、航空機のランディングギア(着陸装置)の構造部材など、過酷な荷重と振動が加わる部位に採用されています。
これらの部品は、極限まで肉厚を削ぎ落とした複雑な有機的形状(ジェネレーティブデザインなど)で設計されることが多く、形状自由度の高い金属3Dプリンターに適しています。そして、その極薄の形状が強大な圧力に耐えるためには、材料自体が「最高峰の引張強さ」と「割れない粘り強さ」を併せ持っている必要があります。この厳しい要求をクリアできる数少ない現実的な解が、マルエージング鋼なのです。
製造ラインや検査工程で使用される、カスタマイズされた治工具の分野でも、マルエージング鋼の造形品が活躍の場を広げています。特に、産業用ロボットのアーム先端に取り付けるハンド(グリッパー)や、重いワークを強固に固定するためのクランプ器具などが挙げられます。
ロボットアームの先端部品は、軽ければ軽いほどロボットの動作速度を上げられ、モーターへの負荷を減らせます。しかし、ワークを掴むための十分な剛性と強度がなければ変形してしまいます。3Dプリンターによって内部を中空やトラス構造にして軽量化しつつ、マルエージング鋼の時効硬化によって驚異的な耐久性を与えられた治工具は、製造現場のサイクルタイム短縮と、長期間トラブルを起こさない高い信頼性の実現に大きく貢献しています。

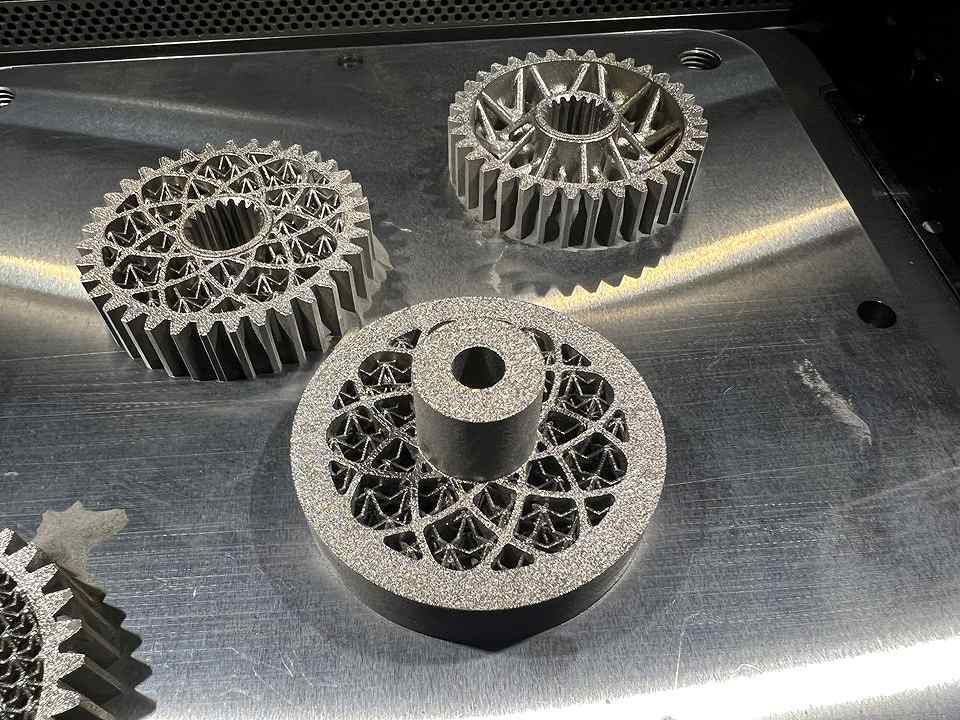
当サイトを運営する東金属産業株式会社は、金属3Dプリンタにおいて、航空宇宙や産業機器等の幅広い業種向けに、そしてギヤ、ノズル、フレーム、インペラ等、多種多様な形状の部品向けに、累計5,000点以上の造形実績がございます。
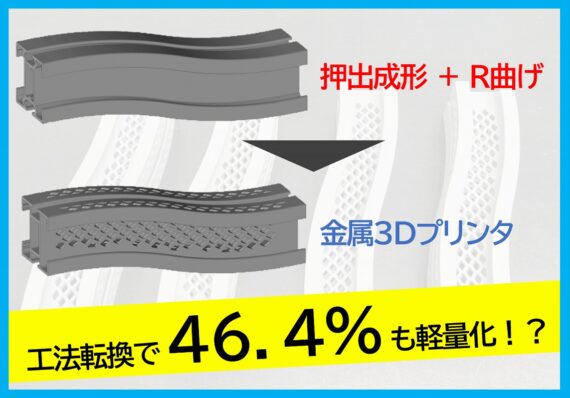
そのため、金属3Dプリンタの強みだけでなく限界までも熟知しており、塑性加工・切削などからの工法転換により期待できる効果や起こりうる問題点、そして金属3Dプリンタが得意とする形状についてもノウハウがあるため、設計(DfAM)段階でのご提案を積極的に行っております。
既存工法のコスト・納期や形状限界にお困りの方、金属3Dプリンタへの工法転換によりどれくらい改善効果が期待できるのか知りたいという方は、お気軽にご相談ください。