目次
製品開発の現場では、いかに早く、かつ正確に設計の妥当性を検証できるかが競争力の源泉となっています。その中核を担う技術が、3Dデータから迅速に試作品を造形する「ラピッドプロトタイピング(RP)」です。
本記事では、ラピッドプロトタイピングの特徴や重要性といった基礎知識から、金属3Dプリンタを活用することで得られる圧倒的なメリットまで、金属3Dプリンタによる受託造形のプロフェッショナルが解説します。
《本記事の要約》
①開発期間の劇的な短縮
金型レスで3Dデータから直接造形できるため、数週間かかっていた試作が数日に短縮。設計変更にも即座に対応でき、製品開発が高速化。
②従来工法を超えた自由な設計
切削加工では不可能な複雑な内部構造や一体造形を3Dプリンタ(AM)で実現。部品統合による軽量化や高機能化など、従来の製造制約に縛られない次世代の設計が可能です。
③3Dプリンタも万能ではなく注意点がある
表面粗さや熱歪み等の特性や造形のスピード・コスト、サポート材・後工程の考慮などが重要。
下記記事も併せてご覧ください。
・3Dプリンタの造形方式を解説!精密造形にパウダーベッド方式が最適な理由
・トポロジー最適化設計とは?3Dプリンタとの関係から仕組み活用事例まで徹底解説

ラピッドプロトタイピング(Rapid Prototyping:RP)とは、製品開発の初期段階において、CADなどの3Dデータから迅速に試作品(プロトタイプ)を製作する技術の総称です。
従来、金属部品の試作には金型の製作や複雑な切削加工が必要であり、多大な時間とコストを要していました。しかし、RP技術の普及により、数週間かかっていた試作プロセスを数日、あるいは数時間へと短縮することが可能になりました。
この手法の最大の目的は、設計の早期検証です。外観の確認だけでなく、部品同士の嵌合(かんごう)チェック、機能テスト、さらには流体解析などのシミュレーション結果を実機で裏付けるために活用されます。不具合を上流工程で発見し修正することは、開発後半での手戻りを防ぎ、プロジェクト全体の成功率を高めるための不可欠なプロセスとなっています。
現代の製造業において、製品のライフサイクルは短縮の一途をたどっています。競合他社に先駆けて新製品を市場に投入する「タイム・トゥ・マーケット」の短縮は、企業の競争力を左右する極めて重要な要素です。消費者のニーズが多様化し、多品種少量生産が求められる中で、従来の「じっくり時間をかけて金型を作る」手法だけでは市場の変化に対応しきれなくなっています。
また、デジタルツインやDX(デジタルトランスフォーメーション)の進展により、設計データと製造現場の距離が縮まったことも背景にあります。設計変更を即座に試作へ反映できる柔軟性は、イノベーションを加速させます。特に、自動車、航空宇宙、医療機器といった高付加価値分野では、金属3Dプリンタを用いたラピッドプロトタイピングが、単なる試作の枠を超えて最終製品を製造するための工法の一つとして普及しつつあります。

除去加工は、金属や樹脂のブロック材をマシニングセンタなどの工作機械で削り出す手法です。ラピッドプロトタイピングの文脈では、高速切削機を用いることで短納期化を図ります。後述する3Dプリンティングと比較して使用できる材料の選択肢が広く、実際の製品と同じ材質(量産材)で試作できる点が強みです。
また、寸法精度や表面粗さにおいて非常に優れており、ベアリングの圧入部やネジ切りなど、精密な公差が求められる部品の試作には欠かせません。ただし、刃物が届かないような複雑形状の加工は難しく、またインペラのようにブロック材からの削り出しで歩留まりが極めて悪い部品は材料・加工コストの双方が高額になってしまうなど、設計に制約が生じる場合があります。
切削加工に代表される除去加工に対して、付加製造、英語でアディティブ・マニュファクチャリング(AM:Additive Manufacturing)と呼ばれる工法の代表例が、3Dプリンティングです。
材料を一層ずつ積み重ねて形を作るため、従来の加工法では不可能だった複雑な内部構造や中空構造を造形できるのが最大の特徴です。金属材料においては、粉末床溶融結合(PBF)や指向性エネルギー堆積(DED)などが代表的です。
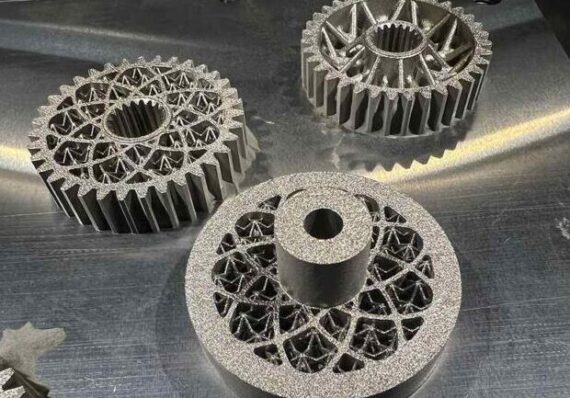
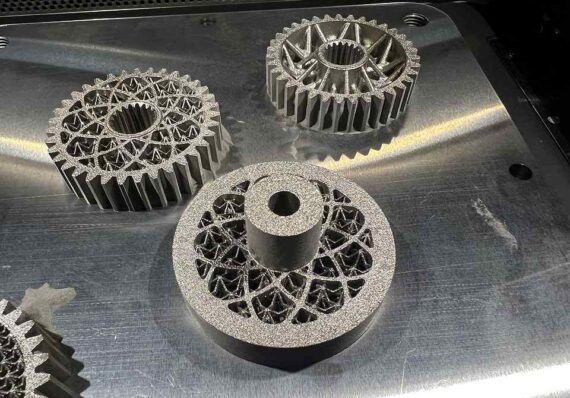
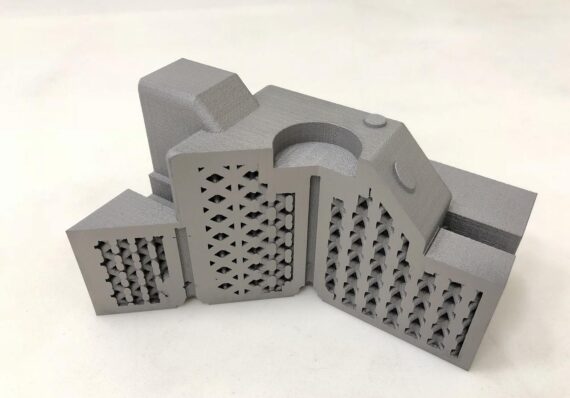
この手法の利点は、材料の無駄が少ないことと、形状の自由度が極めて高いことです。切削工具が届かないような入り組んだ形状であっても、データさえあれば造形が可能です。試作段階で軽量化のためのラティス構造(格子状の構造)を試すなど、高度な設計検証に適しています。
近年では、金属3Dプリンタで「金型そのもの」を製作し、それを用いて成形を行うハイブリッドな手法も注目されています。これにより、冷却構造を最適化した複雑な金型を短期間で用意でき、量産に近い条件での評価が可能になります。
金属3Dプリンタを活用する最大のメリットは、従来の工法では分割して製造し、後に溶接やボルト締めで接合していた複数の部品を、一つのパーツとして「一体造形」できる点にあります。これにより、接合部の強度不足や漏れのリスクを排除できるだけでなく、部品点数の削減による管理コストの低減にも寄与します。
また、部品の内部に複雑な冷却水路を配置するコンフォーマルクーリング(コンフォーマル冷却回路設計)など、機能性を極限まで高めた設計を試作段階から検証できます。これは、熱交換器の効率向上やエンジンの軽量化を目指す開発において、極めて強力な武器となります。
従来の試作において、最も高いハードルとなっていたのが「金型」の存在です。金型の設計と製作には数ヶ月の期間と数百万円以上の費用がかかることも珍しくありません。金属3Dプリンタはデータを直接形にするため、金型を一切必要としません。
この「金型レス」という特性により、設計変更が生じた際もデータを修正して再度出力するだけで済み、従来はトライと型修正を繰り返す中でかかっていた膨大な手間と費用を完全にカットできます。結果として、開発初期の試行錯誤(トライアンドエラー)の回数を増やすことができ、最終的な製品クオリティを底上げすることが可能になります。
金属3Dプリンタは、一度の造形トレイの中に異なる形状の部品を複数並べて同時に製作することができます。これは「1つだけ作りたい」というニーズだけでなく、「少しずつ違う5種類の形状を比較したい」といったニーズに最適です。
在庫を持たずに必要な時に必要な分だけ製造する、いわゆる受注生産の考え方とも親和性が高く、試作からそのまま量産試作・量産へと移行することも現実的です。特に、個々の患者に合わせた医療用インプラントや、特定の車両専用のカスタムパーツなど、パーソナライズされた製品開発において圧倒的な優位性を誇ります。
金属3Dプリンタで造形された直後の表面性状は、粉末を溶融させて固めるという特性上、表面がザラついた梨地のような仕上がりになります。そのため、高い平滑性が求められる摺動面や、気密性が必要な接合面については、造形後に研磨や切削加工といった後加工が必須となります。
試作の目的が外観確認や大まかな形状チェックであれば問題ありませんが、機能評価を行う場合は、後加工の工程をスケジュールと予算に組み込んでおく必要があります。
金属3Dプリンタに使用する金属粉末材料は、一般的なインゴットや板材に比べて高価である傾向があります。また、ミクロン単位で積層していくため、造形スピードは決して速いとは言えません。高さのある大型部品や、中身が詰まった肉厚な部品を造形する場合、数日単位の時間を要することもあります。
コストを抑えるためには、中空化やラティス構造を取り入れて材料使用量を減らす「3Dプリンタ最適化設計」(DfAM:Design for Additive Manufacturing)への転換が求められます。
造形中、金属粉末が高温で溶かされ、その後急激に冷却される過程で熱応力が発生します。これが原因で造形物が反ったり、割れたりする歪みが生じることがあります。これを防ぐために、熱を逃がし、構造を支えるサポート材の設計が重要です。
サポート材は造形後に物理的に除去する必要があり、しかもプラスチックの造形と異なり、配置場所によっては除去が困難だったり、表面に跡り後工程が増えるリスクがあります。設計段階で、いかにサポート材を減らしつつ安定して造形できるかを考慮することが、金属3Dプリンティングにおいて最も重要な要素の一つです。
ラピッドプロトタイピングは、単なる”速い試作”ではなく、製品開発のあり方そのものを変革する手法です。特に金属3Dプリンタの活用は、これまで物理的な制約によって諦めていた革新的なデザインや機能の実現を可能にします。
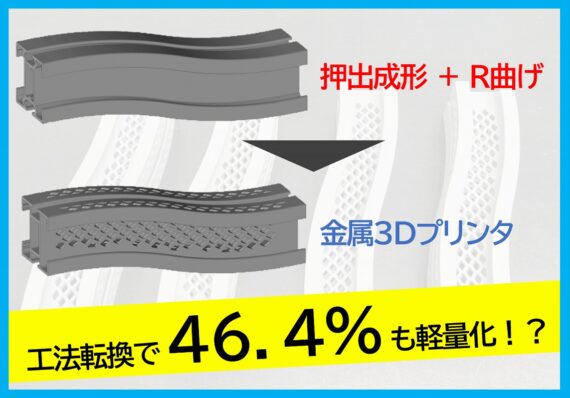
金型レスによるスピードアップ、切削加工に代表される従来工法の限界・制約を超えた3Dプリンティングだからこそできる形状設計で実現する高機能化・軽量化。
これらのメリットを最大限に引き出すためには、工法ごとの特性を理解し、設計段階から「3Dプリンタならではの作り方」(DfAM)を意識することが重要です。

当サイトを運営する東金属産業株式会社は、航空宇宙・防衛産業・モータースポーツ・半導体分野を中心に金属3Dプリンティングの材料開発・試作・量産を行っております。
特にメーカーとの共同開発で豊富な実績があり、長年の経験によって培われたDfAMやトポロジー最適化のノウハウを駆使して工程集約、リードタイム短縮、軽量化、部品一体化など様々な付加価値を提供いたします。
今回のテーマでもあるラピッドプロトタイピング(開発サイクル短縮)は、あらゆる設計開発者の共通の課題であり、一機数億円~数百億円にもなるような最先端分野・次世代研究において、製品・部品の開発サイクル短縮と、試作・開発効率向上がもたらす最終製品の機能性向上は極めて重要です。
これまで5,000点以上の金属積層造形の試作・量産実績があり、その経験を活かして、切削・研削加工など従来の製造プロセスでは実現困難であった複雑形状や機能性を、金属3Dプリンティングへの工法転換によって実現することをご提案しております。
基本的には、後工程を不要とするネットシェイプ・ニアネットシェイプを目指しますが、要求される面粗度や寸法精度によって後工程が必要になることがあるため、弊社では切削、溶接、組立、熱処理、仕上げまでワンストップで対応できる体制を整えております。
さらに、アルミニウム(AlSi10Mg)、ステンレス(SUS316L)、マルエージング鋼、インバーなど様々な造形材料の実績があり、チタン、インコネル、銅合金、樹脂なども協力企業と連携して対応可能です。
また弊社は、金属3Dプリンティング専業ではなく、祖業であるアルミ鋳造をはじめ、社内において機械加工、製缶加工、組立を行っています。そのため、金属3Dプリンティングという答えありきではなく、製品・部品の用途や要求仕様、ご予算などの諸条件によっては、他工法をご提案する場合もございます。
金属部品の開発サイクルや試作・開発コストにお困りの方は、お気軽にお問い合わせください。