目次

金属3Dプリンティングの世界で、今もっとも熱い視線を浴びている材料の一つが「インバー(不変鋼)」です。我々は長年、積層造形や機械加工の現場で数多くの金属素材と向き合ってきましたが、インバーの積層造形には、他の材料にはない特有の奥深さと、設計開発の常識を覆すほどのポテンシャルがあります。
特に、航空宇宙や半導体製造装置、超精密計測といった分野の設計者様から「インバーを切削で作りたいが、材料ロスが多すぎてコストが合わない」「セラミックスからインバーに置き換えたい」といったご相談をいただく機会が急増しています。
本記事では、インバー36(狭義のインバー)およびスーパーインバーの積層造形について、金属3Dプリンティング受託造形のプロフェッショナルが解説します。
《本記事の要約》
①低熱膨張特性と積層造形によるコスト削減の両立
インバーは温度変化による変形が極めて少ない合金だが、材料費が高く切削加工では材料ロスが課題であった。積層造形なら材料ロスを低減することが可能。
②部品サイズや要求精度に応じた2つの造形方式の使い分け
微細な内部構造や軽量化が必要な光学部品等にはレーザーで粉末を溶かす「PBF方式」が、比較的大物の場合は造形スピードが速い「DED方式」が有効である。
③特有の熱物性に起因する欠陥への高度な対策と品質管理
インバーの造形は難易度が高く、急冷による「凝固割れ」や「残留応力」による歪みが発生しやすいのが難点である。これを防ぐには、緻密なレーザーパラメーターの調整や、造形後の熱処理といった専門的なノウハウが不可欠。
下記記事も併せてご覧ください。
・3Dプリンタの造形方式を解説!精密造形にパウダーベッド方式が最適な理由
・ラピッドプロトタイピングとは?金属3Dプリンタ活用のメリットから工法選定のポイントまで徹底解説
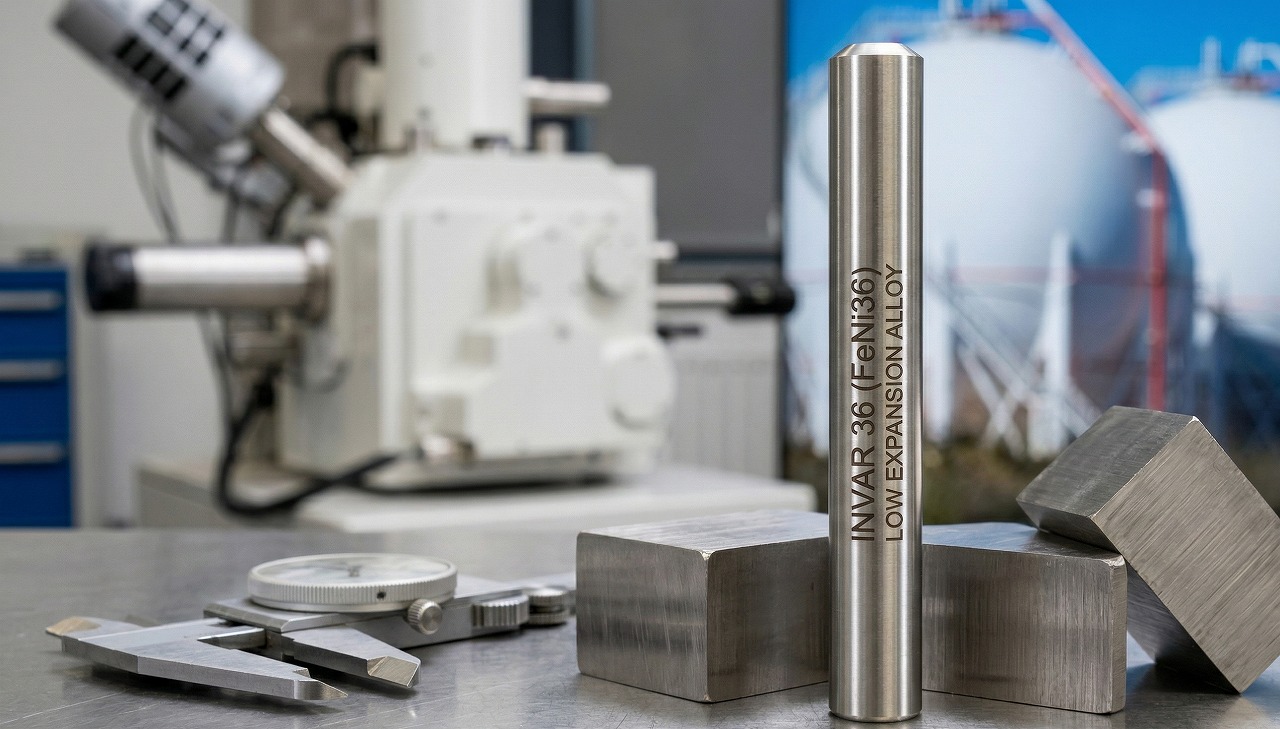
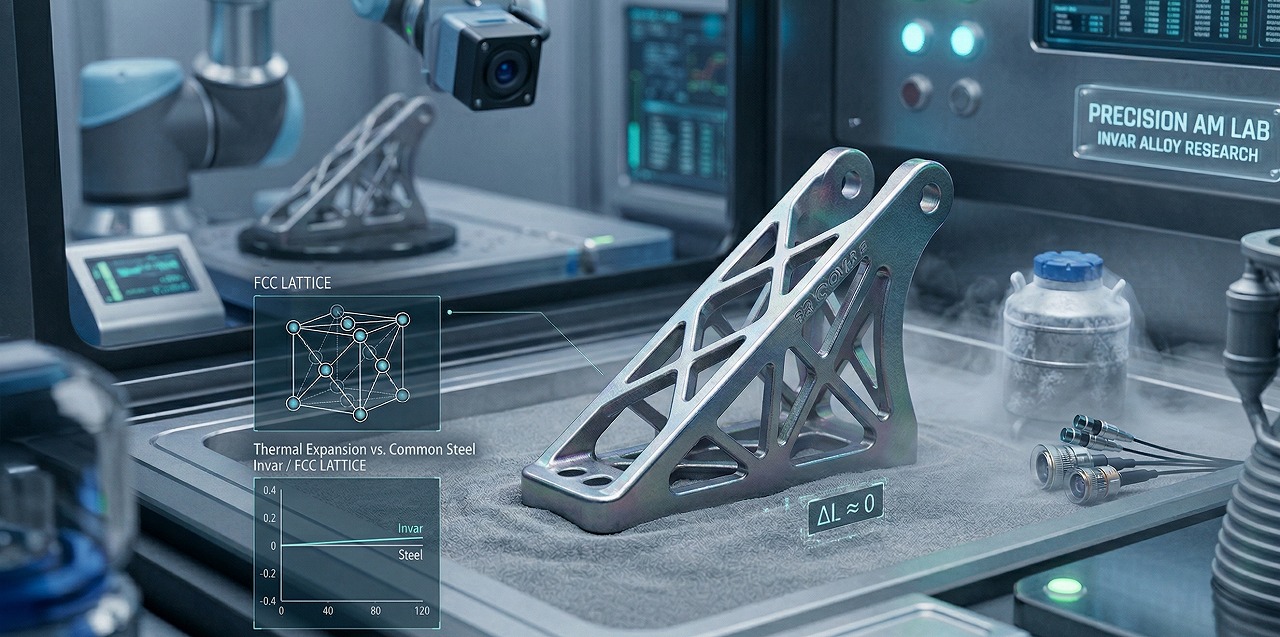
インバー(Invar)は、ニッケル(Ni)を約36%含む鉄合金で、最大の武器は「熱を加えてもほとんど膨張しない」という低熱膨張性にあります。一般に「インバー36」として知られ、さらにコバルト(Co)を添加して熱膨張率を極限まで抑えたものが「スーパーインバー」です。
積層造形においてインバーが重要視される理由は、その物理的安定性にあります。精密機器において温度変化によるミクロン単位のズレは致命的ですが、インバーはそのリスクを最小化します。ただし、材料費が非常に高価であるため、従来の切削加工(ブロック材からの削り出し)では、除去される部分(切り粉)がそのままコストの重荷となっていました。そこで、必要な部分だけを積み上げる「積層造形」が、コスト・機能の両面で強力な選択肢となっているのです。
※インバー材の成分や物理的性質などの詳細な基礎知識については、こちらの解説記事を併せてご参照ください。
インバーの積層造形には、主に「PBF方式」と「DED方式」の2つが活用されます。受託造形の現場では、作りたい部品のサイズと要求精度によってこれらを使い分けます。
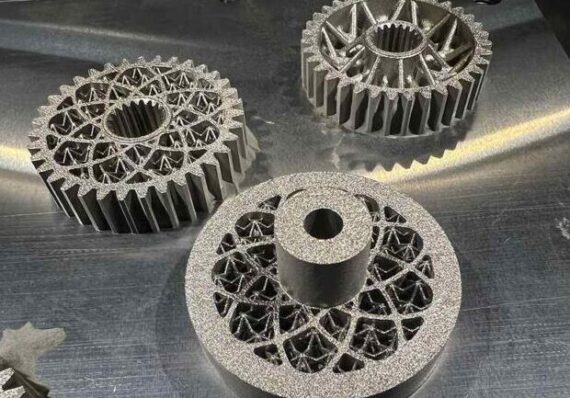
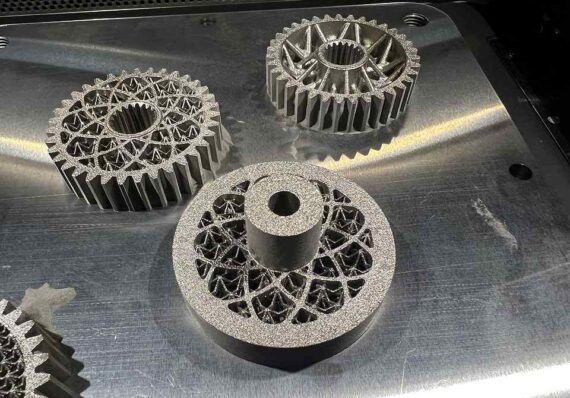
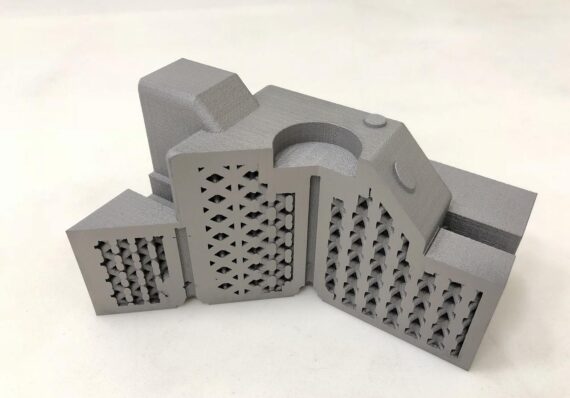
PBF(Powder Bed Fusion)方式は、微細な粉末にレーザーを照射して溶融させる手法です。複雑なラティス構造や、部品内部に張り巡らされた冷却水路など、精密かつ微細な造形を得意とします。インバーの低熱膨張特性を活かしつつ、さらに軽量化を図りたい光学部品や宇宙用ブラケットには、この方式が最適です。精密部品の受託造形を中心に行っている弊社では、こちらのPBF方式を採用しております。
DED(Directed Energy Deposition)方式は、金属粉末やワイヤーを供給しながらレーザー等で溶融させる手法です。PBFよりも造形スピードが速く、大型部品にも対応できます。例えば、CFRP(炭素繊維強化プラスチック)の成形用型などは、大型かつ熱膨張を嫌うため、DED方式によるインバー造形が非常に有効です。
ベテラン技術者としてお伝えしたいのは、「インバーは積層が容易な材料ではない」ということです。その特異な熱物性ゆえに、安易なパラメーター設定では欠陥を招きます。
インバーは溶接性が比較的良好とされますが、積層造形においては「凝固割れ」に細心の注意が必要です。急速な加熱と冷却が繰り返される積層プロセスでは、凝固の終わりに不純物が粒界に集まり、そこが引き裂かれるように割れる現象が起きます。これを防ぐには、レーザーの出力、走査速度、ハッチング間隔などを、インバー特有の熱伝導率に合わせて緻密にチューニングしなければなりません。
低熱膨張材であっても、溶融時の数千℃から常温への急冷過程では、材料内部に大きな「残留応力」が発生します。これが造形中の反りや、ベースプレートからの剥離、あるいは最終製品の経年変化による寸法狂いを引き起こします。現場では、造形中の予熱温度の管理や、応力を逃がすためのサポート構造の設計、さらには造形後の「歪取り/焼きなまし」のタイミングが、品質を左右する極めて重要なノウハウとなります。
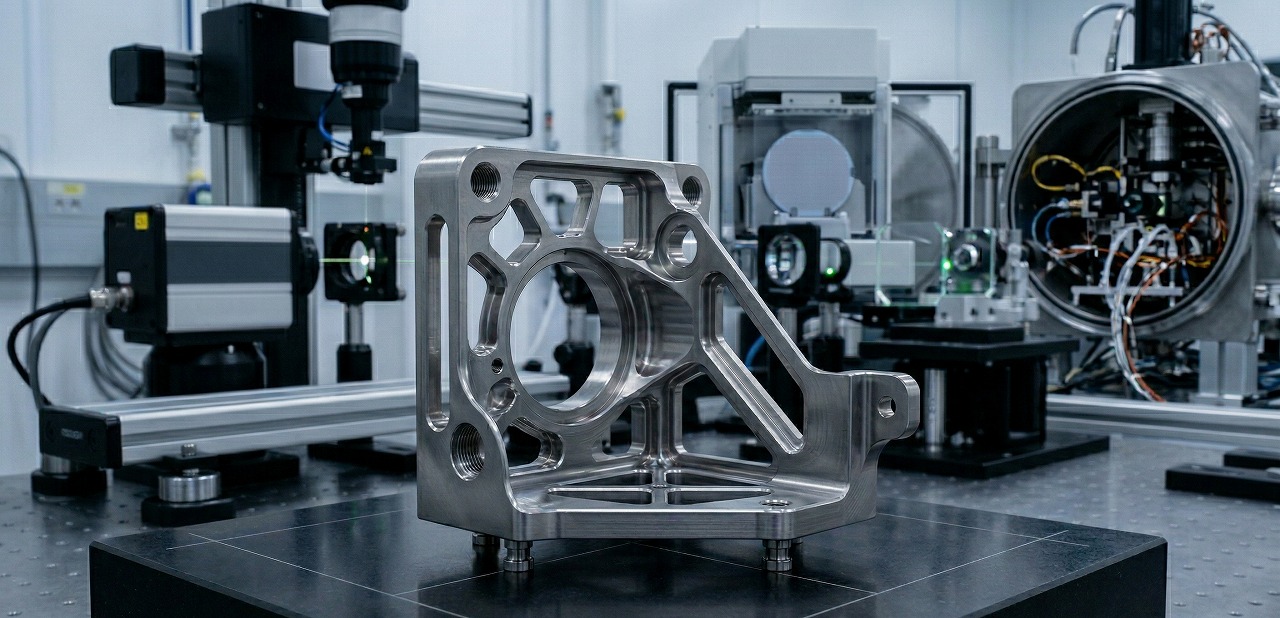
インバーの積層造形が真価を発揮するのは、「高精度」と「複雑形状」が交差する領域です。
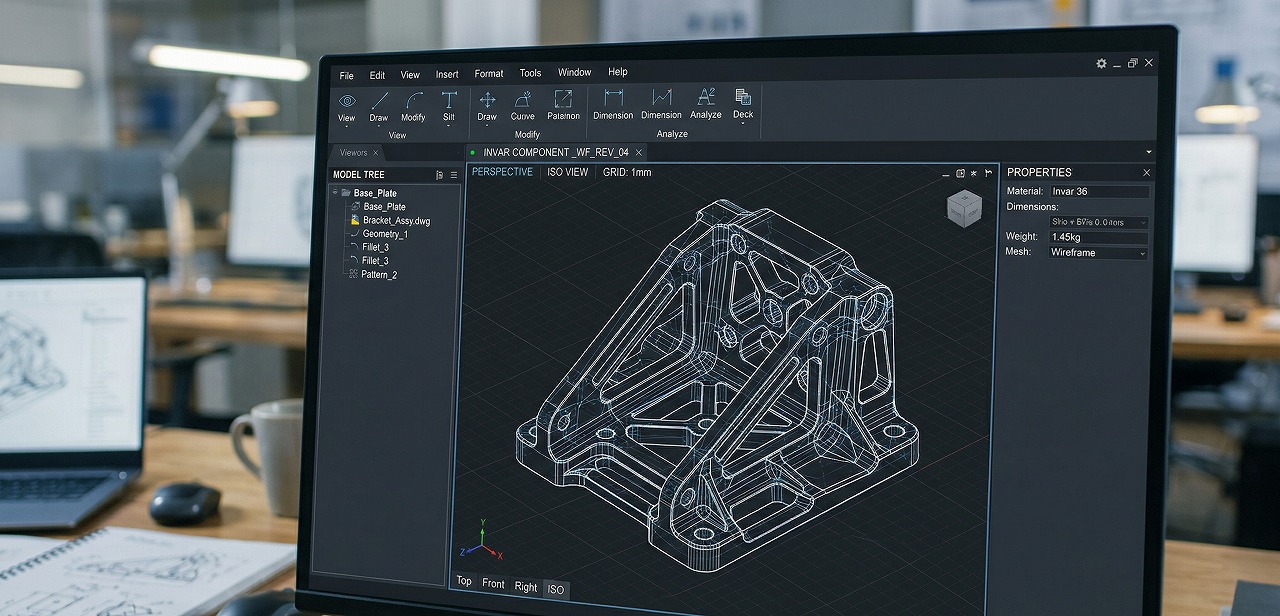
人工衛星の構体や望遠鏡のミラーホルダーなど、宇宙空間の極端な温度変化に晒される部品です。積層造形によって、不要な肉を削ぎ落とした「トポロジー最適化形状」を実現しつつ、インバーの特性で精度を維持します。これにより、打ち上げコスト(重量)の削減とミッションの成功率向上の両立が可能になります。
ナノメートル単位の制御が求められる半導体露光装置などでは、装置内部の熱による微細な位置ズレが歩留まりに直結します。従来は切削で対応していましたが、積層造形によって「冷媒が循環する中空構造」を内部に作り込むことで、材料そのものの低熱膨張性に加え、能動的な温度管理が可能になります。
航空機の主翼などを成形する際、型の熱膨張率とCFRPの熱膨張率が異なると、冷却時に製品が歪んでしまいます。インバーはCFRPに近い熱膨張率を持つため、型材として理想的です。大型の型をDED方式でニアネットシェイプに造形し、表面を仕上げ加工することで、大幅な工期短縮と材料費削減が実現します。

当サイトを運営する東金属産業株式会社は、航空宇宙・防衛産業・モータースポーツ・半導体分野を中心に金属3Dプリンティングの材料開発・試作・量産を行っております。
特にメーカーとの共同開発で豊富な実績があり、トポロジー最適化設計やDfAM(Design for Additive Manufacturing)のノウハウを駆使して工程集約、リードタイム短縮、軽量化、部品一体化など様々な付加価値を提供いたします。
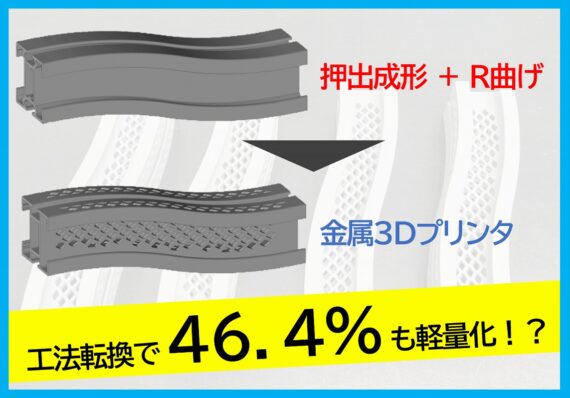
東金属産業では、これまで5,000点以上の金属積層造形の試作・量産実績があり、その経験を活かして、切削・研削加工など従来の製造プロセスでは実現困難であった複雑形状や機能性を、金属3Dプリンティングへの工法転換によって実現することをご提案しております。
基本的には、後工程を不要とするネットシェイプ・ニアネットシェイプを目指しますが、要求される面粗度や寸法精度によって後工程が必要になることがあるため、弊社では切削、溶接、組立、熱処理、仕上げまでワンストップで対応できる体制を整えております。
さらに、アルミニウム(AlSi10Mg)、ステンレス(SUS316L)、マルエージング鋼、インバーなど様々な造形材料の実績があり、チタン、インコネル、銅合金、樹脂なども協力企業と連携して対応可能です。
特にインバー36やスーパーインバーは、材料コストが高く、且つ難削材であるため加工コストも高くなってしまいます。そのため、切削加工における材料ロスや加工時間の長さを懸念して、やむなく製品・部品本来の機能性が発揮できない形状設計にせざるを得ない設計開発担当者様も多いのではないでしょうか?
そういった方にぜひ一度検討いただきたいのが、切削加工の材料ロスや加工時間などの諸問題解決につながるインバー造形です。
具体的に検討される際は、(必要に応じてNDA締結後に)図面や3Dデータを頂きましたら、3Dプリンティング造形への工法転換により、どれくらいコストダウンやサイクルタイム短縮になりうるか、あるいは多少の形状設計が必要か、3Dプリンティング最適化設計(DfAM)により製品・部品の機能性を改善できる余地があるか、といったことをご提案させていただきます。
また弊社は、金属3Dプリンティング専業ではなく、祖業であるアルミ鋳造をはじめ、社内において機械加工、製缶加工、組立を行っています。そのため、金属3Dプリンティングという答えありきではなく、製品・部品の用途や要求仕様、ご予算などの諸条件によっては、他工法をご提案する場合もございます。
インバー造形に関してご検討の際は、お気軽にお問い合わせください。