目次
アルミ3Dプリンター造形とは、アルミニウム合金の粉末を積み重ね、レーザーや電子ビームなどの熱源で溶融・凝固させることで立体物を成形する技術です。従来の切削加工や鋳造では困難だった複雑な形状を一体成形できるため、製造業のDXを牽引する技術として期待されています。

アルミニウムは「軽くて強い」という特性に加え、リサイクル性が高く環境負荷が低いことから、サステナブルなものづくりにおいて欠かせない素材です。特に金属3Dプリンターにおいては、軽量化が求められる車両や航空機などの移動体の部品製作において、ステンレスやチタンと並んで主要な選択肢となっています。
現在、アルミ造形で主流となっているのは以下の2つの方式です。
多くの産業用途では、寸法精度と密度の高さからPBF方式が一般的に採用されており、当社でもPBF方式を採用しております。
アルミ3Dプリンターを活用する最大の利点は、単なる「置き換え」ではなく、「従来の工法では不可能だった設計」を実現できる点にあります。
積層造形は3Dモデルデータから直接部品を製作できるため、金型製作の期間を削減することが可能です。また、複数の部品を一体造形したり、複数の加工工程を1つに集約することで、組み立てや各工程間にかかる時間を削減することが可能です。さらに、完成品に近いニアネットシェイプで直接造形できるため、複雑な形状であっても切削等の機械加工にかかる時間を大幅に減らし、圧倒的な納期短縮が可能です。
当社が導入している4筒レーザー搭載の最新マシン「EP-M400」では、400mmサイズクラスの造形を従来マシンの約4倍のスピードで処理可能です。この複数レーザーによる高速化により、大型部品であってもさらなる圧倒的な納期短縮とコストダウンを実現しています。
>>複数レーザーについての詳細はこちら
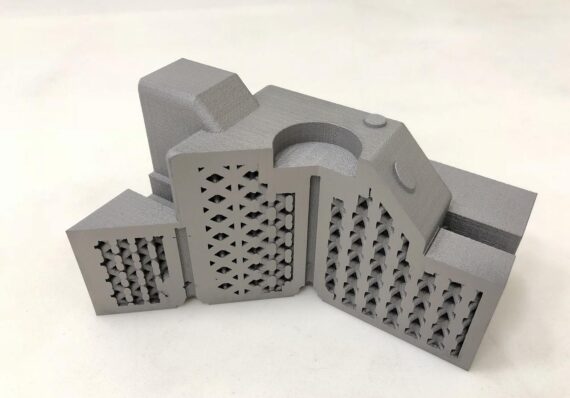
3Dプリンターは、中を空洞にする「中空構造」や、ジャングルジムのような網目状の「ラティス構造」を自由に造形できます。また、構造解析に基づいて必要な部分にだけ材料を配置する「トポロジー最適化」を適用することで、剛性を維持したまま30%〜50%以上の軽量化を実現することも可能です。
>>ラティス構造についてはこちら
>>トポロジー最適化についてはこちら
アルミは元々、放熱性に優れた金属です。3Dプリンターを用いることで、表面積を極限まで増やした複雑な形状の「ヒートシンク」や、内部に冷却媒体が流れる「水冷チャンネル」を一体造形できます。これにより、電子機器やモーターの冷却効率を飛躍的に向上させることが可能です。
非常に便利なアルミ造形ですが、導入にあたっては理解しておくべき課題も存在します。
3Dプリンターで造形された直後の造形品は、鋳肌のようなザラつき(表面粗さ)があります。滑らかな面が必要な摺動部や接合部には、造形後に「切削加工」や「研磨(ショットブラスト、バレル研磨など)」を施すことが前提となります。
金属3Dプリンターでは、造形中に部品が自重で崩れたり、熱歪みで反ったりするのを防ぐために「サポート」と呼ばれる支柱が必要です。このサポートは造形後に手作業や機械加工で取り除く必要があり、その工数や材料ロスがコストに直結します。
アルミは熱膨張率が高いため、造形中の温度変化によって「内部応力」が溜まりやすい特性があります。これを放置すると、造形中にベースプレートから剥がれたり、完成後に変形したりすることがあります。そのため、造形直後に「応力除去焼鈍(アニール処理)」を行うのが一般的です。
アルミ3Dプリンターでは、造形中の急冷・急熱に耐えられるよう最適化された合金粉末が使用されます。
現在、アルミ造形で世界的に最も普及しているのが「AlSi10Mg(アルミシリコンマグネシウム)」です。シリコンが含まれているため溶融時の流動性が良く、凝固時のひび割れが起きにくいのが特徴です。鋳造用アルミ(AC4C相当)に近い特性を持ち、強度と靭性のバランスが良いため、まずはこの材質から検討するのが定石です。よくある勘違いとして、アルミ造形では強度が落ちてしまうのではないかと思われる方も多いですが、A5052とA5056よりもAlSi10Mgが強度が高くなります。
切削加工や展伸材で馴染みのあるA2024(超ジュラルミン)やA6061といった合金は、3Dプリンターでの造形難易度が非常に高いとされています。これらは急冷時に「凝固割れ」が発生しやすいためです。
そのため、積層造形にてアルミ高強度材料を使用したい場合は、モータースポーツの世界でよく使用されるAheadd®CP1や航空宇宙分野で使用されるスカルマロイで代替されます。
>>Aheadd®CP1についてはこちら
>>スカルマロイについてはこちら
また、アルミダイカストとして自動車部品によく使用されるADC12の場合は、造形材料としても存在します。したがって、ダイカストから積層造形へ工法転換しても材料変更が必要ありません。「凝固収縮による割れにくさ」と「流動性の良さ」というダイカストに適した性質が、そのまま積層造形における「溶接性の良さ」に直結しています。
生産数量が少ない自動車の補給部品(アフターパーツ)を製造する際に、量産性に優れたアルミダイカストより、コストの面で積層造形の方が優位な場合がございます。
さらに、3Dプリンターの特性を最大限に活かすため、従来の規格にはない独自のアルミ合金も開発されています。高温環境下でも強度が低下しにくい素材や、特定の腐食環境に強い素材など、用途に合わせた材料選定が可能になっています。
金属3Dプリンタ工法転換ラボでは金属積層造形の材料開発サービスをご提供しております。
一般的な流通材料ではなく、求める特性に応じた独自の造形材料開発をご検討の方や、弊社の材料開発実績について詳しく知りたい方は、ぜひ「造形材料の開発サービス」をご覧ください。
>>造形材料の開発サービスの詳細はこちら
すべての部品を3Dプリンターで作るのが正解とは限りません。既存工法との特性比較を理解し、特性に合った工法を選択することが重要です。
| 比較項目 | 3Dプリンター造形 | 切削加工 | 鋳造 (ダイカスト等) |
| 形状自由度 | ◎ 極めて高い | △ 工具が届く範囲 | 〇 抜き勾配等が必要 |
| 初期費用 | ◎ 不要(金型レス) | ◎ 不要(治具のみ) | × 金型費用が高額 |
| 量産単価 | △ 高め(1個ずつ) | 〇 中程度 | ◎ 非常に安い |
| 納期 | ◎ 短い | 〇 短〜中 | × 金型製作に数ヶ月 |
| 材料ロス | ◎ 少ない | × 多い(削りカス) | ◎ 少ない |
3Dプリンター(積層造形)は、従来の工法では実現が難しい複雑な形状の造形や、部品の極限までの軽量化が最優先される用途に最適な工法です。金型を必要としないことから開発スピードを大幅に向上させることができ、1点物の試作から数十個程度の少量生産において最大の強みを発揮します。
一方で切削加工は、形状が比較的シンプルで、極めて高い寸法精度や滑らかな表面粗さが厳密に求められる部品に適しており、中ロットでの生産において有効な工法です。
そして鋳造は、あらかじめ金型を起こす必要があるため小ロットの生産には不向きですが、設計形状が安定しており、数千個以上におよぶ大規模な大量生産を前提とする場合に最も適した工法となります。
このように、求める機能や精度、生産規模に合わせて各工法の特性を使い分けることが重要です。
金属3Dプリンタ工法転換ラボでは、金属材料の特性に合わせた工法転換のご提案も行っております。
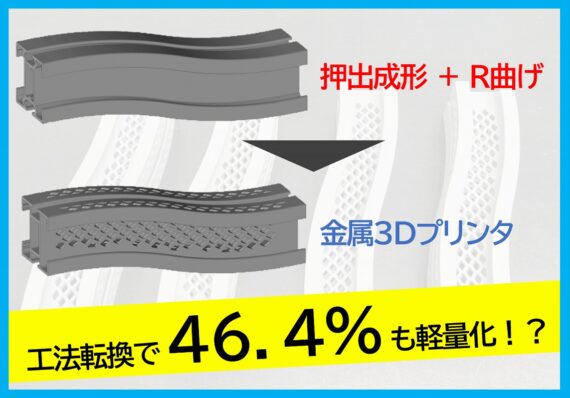
金属積層造形に工法転換して、46.4%の軽量化を実現した事例もございます。
>>事例の詳細はこちら
3Dプリンターの能力を引き出すための設計手法を**DfAM(Design for Additive Manufacturing)**と呼びます。アルミ造形で特に意識すべきは以下の3点です。
最も活用が進んでいる分野の一つです。エンジン部品の冷却用ウォータージャケットや、複雑な形状のインテークマニホールドなどがアルミで造形されています。特にEVシフトに伴い、バッテリー冷却板やモーターハウジングの軽量化・高効率化に採用されています。
1gの軽量化が大きな価値を生む航空宇宙分野では、衛星のブラケットや通信機器のハウジング、姿勢制御用部品などにアルミ造形が使われています。トポロジー最適化によって「必要な強度を保ちながら極限まで削ぎ落とす」設計が実用化されています。
半導体製造装置や医療機器など、精密な熱管理が求められる分野で、アルミの熱伝導性を活かした小型・高効率な熱交換器が造形されています。従来は複数の部品を溶接して作っていたものを一体化(部品統合)することで、液漏れリスクの低減と信頼性向上を実現しています。


こちらは、従来の別体構造から金属3Dプリンタによる「フィン・冷却パイプの一体成形」へと工法転換したヒートシンクです。部品集約によって高機能化と工期短縮を同時に実現し、造形後の精密機械加工まで社内で一貫対応いたしました。

こちらは、AlSi10Mgのナックルジョイントです。お客様より、「機能性は変えずに軽量化したい」ということで、当社にご相談がありました。そこで「金属3Dプリンタ工法転換ラボ」では、金属3Dプリンタヘの工法転換をご提案しました。
当社では、4筒レーザー搭載の「EP-M400」による400mmサイズまでの従来比約4倍の高速造形や、松浦機械の「LUMEX」による最大600mmサイズまでの大型造形に対応可能です。いずれもアルミ専用機として運用しているため、異材混入(コンタミ)の心配なく安心してご依頼いただけます。
また、当サイトを運営する東金属産業株式会社は、金属3Dプリンタにおいて、航空宇宙や産業機器等の幅広い業種向けに、そしてギヤ、ノズル、フレーム、インペラ等、多種多様な形状の部品向けに、累計5,000点以上の造形実績がございます。
そのため、金属3Dプリンタの強みだけでなく限界までも熟知しており、塑性加工・切削などからの工法転換により期待できる効果や起こりうる問題点、そして金属3Dプリンタが得意とする形状についてもノウハウがあるため、設計(DfAM)段階でのご提案を積極的に行っております。
既存工法のコスト・納期や形状限界にお困りの方、金属3Dプリンタへの工法転換によりどれくらい改善効果が期待できるのか知りたいという方は、お気軽にご相談ください。